精密壓力表誤差分析
精密壓力表是目前應用較多的一種壓力標準計量儀表,使用過程中需要對其進行誤差分析。本文在分析了常用精密壓力 表測量原理的基礎上,總結了精密壓力表的幾種常見誤差形式,包括儀器設備誤差、人為誤差、環境誤差、測量誤差等,并對其進行了 合成不確定度計算,總結了其誤差來源與應對措施,以供同仁參考.
0.引言
精密壓力表即通常在工業領域中應用的一種計量儀 器,由于工業生產的高精度要求越來越嚴格,各種計量儀 器也逐漸向更加精準精確的趨勢發展。然而,盡管各種精 密儀器在不斷的升級優化,誤差卻始終是工業生產領域不 可避免的一個問題,無論誤差的大小,只要誤差存在就必 然會對最終的測量結果造成相應影響。因此,本文對精密 壓力表的幾種誤差形式與應對策略等進行分析,對于曰后 對精密壓力表的研制與使用都將帶來益處。
1.精密壓力表測量原理
常用精密壓力表構造如圖1所示。
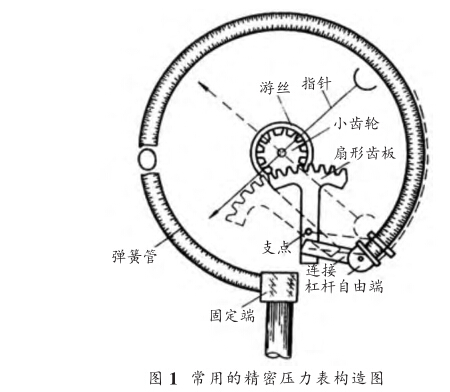
從圖1中可以看出,該精密壓力表內配置了一個橢圓 形狀的彈簧管,并將其一端固定,另一端連接到杠桿,同時 將指針在齒輪上固定,扇形齒板通過支點與杠桿連接。在 進行實際壓力測量時,其工作原理為:彈簧管因受壓力增 大影響而發生變形,并逐漸加大延伸力度,當壓力值達到 某一標準后,另一端的杠桿便會與齒輪之間形成一種作用 力,進而帶動齒輪與指針之間形成一種作用力,最終帶動 指針運動,并顯示被測物體壓力值。結束測量后,壓力逐漸 減小,彈簧管恢復初始的橢圓狀,指針恢復到零位。在進行實際測量時,一般會同時使用精密壓力表與壓力校驗儀 器,以最大限度的保障壓力測驗結果的準確性與精確度。
2.精密壓力表常見誤差形式
2.1儀器設備誤差
儀器設備誤差的形成多源自于其本身精度不夠,進而 形成測量結果與實際壓力值之間的相應偏差。在進行實際 測量時,一般是需要通過精密壓力表首先對普通壓力表進 行測試的,從而在適當調整的基礎上防止測量時的誤差, 盡可能的提高測量結果的準確性與精度。但是,有時也會 出現未經過調整而直接測量的情況,最終導致誤差的出 現。結合具體實踐來看,設備儀器誤差應主要包括以下兩 方面的內容。
第極限誤差。上級標準器的極限誤差對儀器設備 準確性的影響是最大的,通常我們都是通過二等標準活塞 式壓力計實現壓力表量值傳遞的,其極限誤差為0.05%。 若用8〗表示該項誤差,則有各在0.05%,也就是說控制其 誤差不超過0.05%就屬于正常,若超過0.05%則高于極限 誤差值,會在一定程度上影響測量精度.
第二,基本誤差。利用精密壓力表測量普通壓力表時, 通常會導致三種形式的誤差,即示值誤差、回程誤差和輕 敲位移。首先,示值誤差指的是壓力表顯示壓力值與被測 物體實際壓力值之間的偏差,它會間接造成示值計算過程 中的誤差,最終不能得到客觀準確的測量值。若用S21來表 示示值誤差,用△表示基本誤差中所設定的允許誤差的 絕對值范圍,則示值誤差公式可寫作:|S21 I處。其次,回 程誤差是指在相同條件下,被測量值不變,計量器具行程 方向不同其示值之差的絕對值,也稱作滯后誤差,若用s22 表示基本誤差在回程期間所引起的誤差值,用△表示的 壓力表所允許的誤差的絕對值范圍,則有回程誤差公式: |§22 I在A。最后,輕敲位移即工作人員用手指輕巧壓力表 外殼時儀表產生的示值或變動量,若用823表示該誤差值, 用△來表示壓力表所允許的誤差絕對值范圍,則有輕敲 位移誤差公式:| 823 I在A/2。
2.2 人為誤差
精密壓力表的人為誤差指的是人為因素造車的壓力 表讀數誤差,該誤差通常以分度值的1/10估算。0.4級壓 力表最少分格數為80倍,對應的誤差公式為:|英0.125%。人為因素造成的測量誤差是很常見的,它是各種 外界因素造成測量誤差占比重最大的一項因素。總體來 講,導致人為誤差的因素包括誤讀、誤視與誤算三種,其 中,前兩種通常出現在測量過程中,由于測量的數值很小 或者是處于十分密集的地方,所以很容易出現誤讀、誤視 情況。而誤算通常出現在最后計算時,由于需要計算的數 字過大或過小等因素,導致誤算情況的出現。人為誤差不 僅是最為普遍的一種精密壓力表誤差形式,同時也是造成 誤差最大或者是后果最嚴重的一種誤差形式。
2.3環境誤差
顧名思義,環境誤差即是由于環境問題所造成的測量 誤差,通過發生在測量過程中,由于環境或是場地差異而 與準確結果存在一定偏差。環境誤差主要表現為兩種常見 形式,一是隨機誤差,二是熱變形誤差。前者發生的幾率較 小,一般是偶然性的,不存在特定的造成結果出現誤差的 條件,后者主要是與溫度密切相關,因為彈性元件的彈性 系數與溫度之間存在著密切關系,當壓力表的使用溫度與 檢定溫度之間存在差異時,便會形成溫度附加誤差,一般 在使用溫度為20±5°C,其溫度系數應在0.04%/°C以上,其 最大溫度附加誤差公式為:|S4 |砭0.2%,該項誤差的修正 十分困難。
2.4測量誤差
測量誤差也是造成精密壓力表誤差的重要因素,它主 要是指由于計量儀器的擺放不當或防止方式不合理等導 致的誤差,如測量過程中未將測量儀器放置在平坦的表 面,而是放置在了凹凸不平的地方,或者是儀器放置角度 不合理等。測量誤差還包括很多小的分類,較為普遍存在 的主要有余弦誤差、阿貝誤差等。實際上,測量誤差是可以 通過正確的安裝和使用來消除的,所以一般情況下我們將 該種誤差忽略不計知=()。
3.合成不確定度的計算
以0.4級的精密壓力表為例,由上級標準器引起的不 確定度^=0.05% (k=3 ;由基本誤差引起的標準不確定 度:U2=0.4% (k=3)油人為誤差引起的不確定度:U3=0.12% (k=3)油環境溫度引起的不確定度:Lf0.2% (k=3),此四
項的不確定度分量是相互獨立的,所以,其合成不確定度
2 2 2 2~
Uj +U2+U3+U4 =0.47% (k=3)。
但是,基本誤差中的示值誤差、來回差和輕敲位移三 個參數是相關的,因此不能用均方根法直接計算合成不確 定度,而必須綜合考慮三個量。本文分別討論了三種最不 利情況下三項誤差對總不確定的影響。
①示值誤差達到最大正值,來回差為最大值時,若輕 敲位移也取最大值,在回程時輕敲位移只允許從下往上移 動。此時壓力表示值的誤差分布范圍為-A/2~A,不確定度 為 0.75A。
②示值誤差達到最大負值,來回差為最大值時,若輕 敲位移也取最大值,在正行程時輕敲位移只允許從上往下 移動。此時壓力表示值誤差的分布范圍為-A~A/2,不確定 度為0.75A。
③示值誤差在行程時為-A/2,在反行程時為A/2,來 回差為最大值,此時輕敲位移可以在任意方向達到最大 值,壓力表示值的誤差分布范圍為-A~A,不確定度為△ 由此可以得到:此三項誤差綜合作用下精密壓力表的不確 定度不大于△置信因子為3。
綜上,對于0.4級的精密壓力表,在20±5°C條件下使 用時,其不確定度為0.47% (k=3)。
4.精密壓力表誤差來源與應對措施
精密壓力表能否在實際使用中保證其較高的準確性 與精確度,是目前工業領域較為關注的話題。而壓力表在 測量時所表現出的各種誤差大多數與壓力表的指示不準 確密切相關,基于該思路及上述對精密壓力表幾種誤差形 式的分析,筆者總結了以下四點精密壓力表誤差來源及應 對措施。
4.1外力因素及應對
精密壓力表由于受到外部環境因素會出現指示不準 確的現象,如測量環境、溫度的變化及荷載過重等因素,都 可能導致壓力表指示錯誤。在實際測量過程中,壓力表外 部溫度過高或負荷過重時,彈簧管便可能出現嚴重變形, 以至于不能在外部溫度降低或負荷減輕時恢復到最初的 橢圓狀,其彈性明顯變差,最終不能正確顯示測量物體的 壓力值。針對于此,本文認為應科學合理地控制壓力表的 使用環境,盡量防止壓力表處于高溫、冷凍或震蕩的環境 中,避免壓力表承受過重負載,從而保障其測量結果的準 確性。
4.2指針不在零位
當壓力表指針不在零位時,壓力表的測量結果也會顯 示不準確,而導致指針無法恢復零位的因素主要包括彈簧 元件彈性變差,彈簧元件脫落而無法自動回彈,以及指針 彎曲變形、壓力表內部運行不暢等。針對于此,需要在進行 實際測量之前,先將指針恢復到零位,從而保障測量結果 顯示的準確性。
4.3指針抖動與不動
指針抖動也是壓力表測量中出現的普遍問題,它是指 指針不能準確的固定在某一值,而是處于晃動搖擺的狀 態。導致該情況出現的主要原因就是游絲損壞或齒輪螺栓 卡死。針對于該情況,應首先檢査壓力表內部結構是否正 常,逐一排除故障。而有時候,壓力表指針不動也是一種較 為常見的測量誤差來源,這時候應主要檢査壓力表管道與 齒輪,排除管道堵塞或齒輪松動的可能,以避免該類問題 的出現。
5.結語
在當前我國工業快速發展的背景下,對精密壓力表誤 差進行研究分析,通過采取相應的措施避免各種誤差的出 現,有利于提升工業生產中儀表校驗的準確性與精度。而 在使用精密壓力表進行測量時,我們首先要清楚其工作原 理與常見誤差形式,這樣才可以有針對性的找到解決方 法,提高儀表的測量準確性與精度。因此,本文主要以0.4 級精密壓力表為例,基于其工作原理探討了幾種常見的誤差形式,并進行了合成不確定度的計算,分析了其誤差來 源與應對措施,以便盡量的縮減誤差范圍。望本研究能夠 為精密壓力表的進一步優化升級與科學使用提供借鑒.

