壓力表機(jī)芯自動(dòng)裝配生產(chǎn)線控制系統(tǒng)的設(shè)計(jì)
根據(jù)壓力表機(jī)芯自動(dòng)裝配線生產(chǎn)流程和自動(dòng)裝配線的系統(tǒng)控制設(shè)計(jì)要求,設(shè)計(jì)了壓力表機(jī)芯自動(dòng)裝配線控制系 統(tǒng)硬件結(jié)構(gòu)和通信方案,并在此基礎(chǔ)上完成了自動(dòng)裝配線的PLC、人機(jī)界面控制系統(tǒng)軟件開發(fā)及可編程電機(jī)控制程序設(shè)計(jì)。 經(jīng)運(yùn)行調(diào)試,該自動(dòng)裝配線能可靠運(yùn)行,提高了產(chǎn)品裝配質(zhì)量和生產(chǎn)效率。
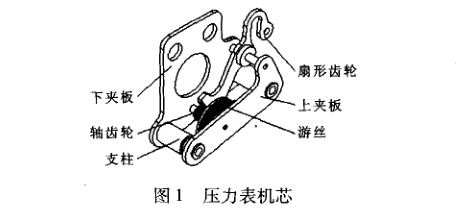
壓力表(pressure gauge) '是指以彈性元件為敏感 元件,測量并指示高于環(huán)境壓力的儀表⑴。壓力表的 應(yīng)用極為普遍,它幾乎遍及所有的工業(yè)流程和科研領(lǐng) 域。在熱力管網(wǎng)、油氣傳輸、供水供氣系統(tǒng)、車輛維 修保養(yǎng)廠店等領(lǐng)域隨處可見。尤其在工業(yè)過程控制與 技術(shù)測量過程中,由于機(jī)械式壓力表的彈性敏感元件 具有很高的機(jī)械強(qiáng)度以及生產(chǎn)方便等特性,使得機(jī)械 式壓力表得到越來越廣泛的.應(yīng)用。壓力表機(jī)芯是壓力 表專用的傳動(dòng)放大機(jī)構(gòu),由軸齒輪、扇形齒輪、游絲 以及包括上、下夾板和支柱構(gòu)成的機(jī)架等組成,如圖1 所示壓力表機(jī)芯是壓力表核心部件,其裝配品質(zhì) 的好壞直接影響壓力表示值的精度等級。壓力表機(jī)芯 自動(dòng)裝配線的研制與應(yīng)用可有效提高壓力表機(jī)芯裝配質(zhì)量的穩(wěn)定性,提高裝配生產(chǎn)的效率,降低生產(chǎn)成本。
1.壓力表機(jī)芯自動(dòng)裝配線的組成及流程
根據(jù)壓力表機(jī)芯的生產(chǎn)工藝,該生產(chǎn)線主要由下 夾板支柱鉚壓及供給、下夾板供料檢測、扇形齒輪部 件供給、扇形齒輪部件檢測等10道工序組成。生產(chǎn) 流程如圖2所示。

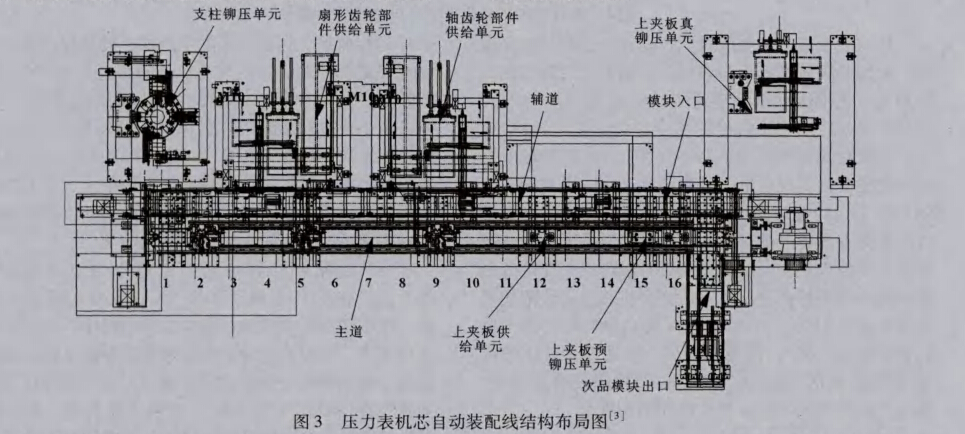
如圖3所示,該自動(dòng)裝配生產(chǎn)線由完成各裝配工 序的工作單元、主道傳動(dòng)鏈、輔道傳動(dòng)鏈和左右輸送 模塊用電缸等組成,呈環(huán)形分布,其中上述提到的 10道裝配工序在主道傳動(dòng)鏈17個(gè)工位中的2、3、5、 6、9、11、12、15、16、17工位上依次完成a在整條 生產(chǎn)線中,各個(gè)工作單元具有極高的獨(dú)立性,能很好 地完成該工序的裝配任務(wù);同時(shí),各個(gè)工序之間具有 很好的協(xié)調(diào)性,在各個(gè)工作單元完成各自的裝配任務(wù) 后能夠把待裝配部分順利地通過主道傳動(dòng)鏈傳送到下 一個(gè)工序,進(jìn)行進(jìn)一步的裝配。部分工序的裝配完成 后,設(shè)計(jì)有檢測裝置,用于檢測裝配是否成功,剔除 不合格的裝配品。
2.系統(tǒng)的控制要求及硬件系統(tǒng)設(shè)計(jì)
2.1系統(tǒng)的控制要求
(1)運(yùn)行方式。該控制系統(tǒng)提供3種運(yùn)行方式, 分別是全線自動(dòng)運(yùn)行方式、單周期運(yùn)行方式和手動(dòng)運(yùn) 行方式。正常工作時(shí)系統(tǒng)在自動(dòng)方式下運(yùn)行,單周期 運(yùn)行方式和手動(dòng)運(yùn)行方式是在設(shè)備調(diào)試和檢修階段使 用
(2)急停處理。設(shè)備設(shè)置急停按鈕,當(dāng)出現(xiàn)緊 急情況時(shí),按下急停按鈕,所有正在進(jìn)行動(dòng)作的設(shè)備 全部停止。緊急情況排除之后,可以使用“啟動(dòng)” 重新啟動(dòng)。
(3)系統(tǒng)參數(shù)設(shè)置與信息顯示。壓力表機(jī)芯自 動(dòng)裝配線的操作、維護(hù)有不同的登錄口令和權(quán)限,機(jī) 芯加工定額等參數(shù)需在設(shè)備運(yùn)行前預(yù)先通過觸摸屏設(shè) 置輸人。每日的裝配產(chǎn)量、良品率等在觸摸屏界面上 顯示。
(4)運(yùn)行效率。裝配線要每小時(shí)裝配壓力表機(jī) 芯1 200件以上。
(5)故障報(bào)警。系統(tǒng)能夠自動(dòng)檢測各個(gè)工序的 運(yùn)行是否正常,當(dāng)出現(xiàn)系統(tǒng)壓力不足、工位干涉、模 塊干涉、模塊缺料等現(xiàn)象時(shí)暫停系統(tǒng)運(yùn)行,并在觸摸 屏界面顯示出來,同時(shí)紅色報(bào)警燈變亮,蜂鳴器發(fā)出 警報(bào)聲—故障解除后按啟動(dòng)按鈕生產(chǎn)線繼續(xù)運(yùn)行。
(6)工作單元獨(dú)立運(yùn)行。整個(gè)系統(tǒng)的6個(gè)工作 單元中,下夾板支柱鉚壓及供給單元、扇形齒輪部件 供給單元、軸齒輪部件供給單元、上夾板供給單元和 上夾板真鉚壓單元機(jī)械結(jié)構(gòu)較復(fù)雜,動(dòng)作步驟較多, 需采取獨(dú)立控制、運(yùn)行以方便系統(tǒng)調(diào)試。上夾板預(yù)鉚 壓單元結(jié)構(gòu)簡單,動(dòng)作單一,可并人主道傳動(dòng)鏈一并 控制。
2.2控制系統(tǒng)硬件設(shè)計(jì)
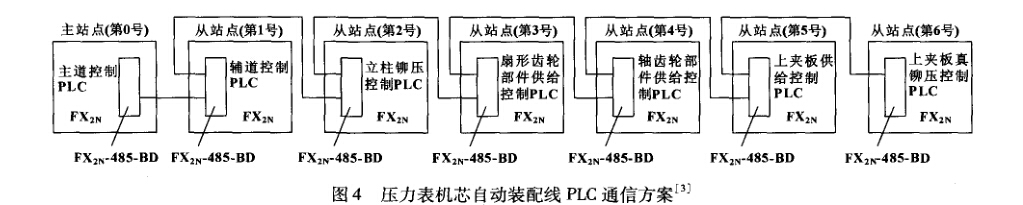
由于PLC具有設(shè)計(jì)、安裝、接線、調(diào)試工作量 小,研制周期短,可靠性高,抗干擾能力強(qiáng),故障率 低,維護(hù)方便等一系列優(yōu)點(diǎn),能適應(yīng)工業(yè)現(xiàn)場的惡劣 環(huán)境,在工控領(lǐng)域得到廣泛的應(yīng)用w ,所以采用PLC 作為裝配線的主控制器,能滿足生產(chǎn)的需要。壓力表 機(jī)芯自動(dòng)裝配線中的5個(gè)裝配工作單元、2條傳動(dòng)鏈 分別由7臺(tái)三菱FX系列PLC控制,其中上夾板預(yù)鉚 壓單元檢測動(dòng)作較簡單,且固定在主道傳動(dòng)鏈機(jī)架 上,因此與主道傳動(dòng)鏈共用1臺(tái)PLC控制。整個(gè)裝 配線長度在9 m左右,各裝配單元之間相互獨(dú)立,只 與主道傳動(dòng)鏈間有任務(wù)請求和協(xié)同關(guān)系,因此各裝配 單元控制PLC與主道控制PLC之間需要建立通信。 三菱PLC常用的通信模式有CC-LINK模式和485模 式,考慮到485通信模式成本較低,且當(dāng)前單元間的 通信距離在50 m范圍內(nèi),485通信模式的可靠性能 滿足系統(tǒng)運(yùn)行需要[5、因此,壓力表機(jī)芯自動(dòng)組裝線 各單元間采用了 485通信模式,如圖4所示。
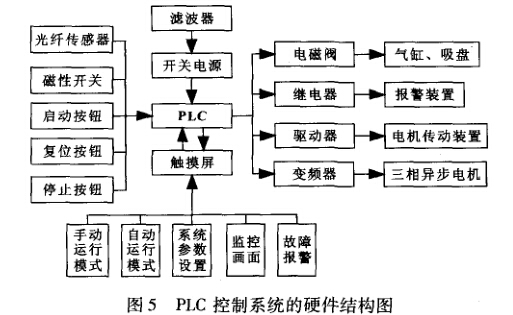
壓力表機(jī)芯自動(dòng)裝配線的控制程序包含三部分程 序,分別是控制系統(tǒng)壓力表機(jī)芯自動(dòng)裝配線各裝配工 作單元、主道傳動(dòng)鏈和輔道傳動(dòng)鏈控制PLC的輸人 信號(hào)主要是控制系統(tǒng)啟停的主令開關(guān),作位置檢測、 工件有無檢測的光電傳感器、磁性開關(guān);PLC輸出控 制對象主要是實(shí)現(xiàn)氣缸、真空吸盤動(dòng)作的電磁閥,控 制電機(jī)工作的接觸器、控制驅(qū)動(dòng)器等。另外,由于 PLC自身不具備人機(jī)交互功能,而控制系統(tǒng)工藝參數(shù) 較多,需要人機(jī)交互時(shí),使用具有觸摸操作功能的觸 摸屏是一種很好的選擇[6]。壓力表機(jī)芯自動(dòng)裝配線采 用昆侖通態(tài)MCGSE TPC1062KX彩色觸摸屏,用于執(zhí) 行指令輸人、手/自動(dòng)控制切換、參數(shù)設(shè)置、裝配產(chǎn) 量與質(zhì)量統(tǒng)計(jì)、監(jiān)控畫面顯示以及故障報(bào)警顯示等。 該生產(chǎn)線系統(tǒng)的控制系統(tǒng)結(jié)構(gòu)如圖5所示。
3.控制系統(tǒng)的軟件設(shè)計(jì)
壓力表機(jī)芯自動(dòng)裝配線的控制程序包含三部分程 序,分別是控制系統(tǒng)整體運(yùn)行的PLC控制程序,實(shí) 現(xiàn)人機(jī)交換的人機(jī)界面程序和實(shí)現(xiàn)電缸軌跡控制、步 進(jìn)電機(jī)運(yùn)行的電機(jī)控制程序。
3. 1 PLC程序設(shè)計(jì)
在控制系統(tǒng)硬件設(shè)計(jì)中已經(jīng)表述,系統(tǒng)總共采用 了 7臺(tái)PLC,其中控制主道傳動(dòng)鏈運(yùn)行的PLC為主 站,其余各單元PLC為從站。開發(fā)壓力表機(jī)芯自動(dòng) 裝配線的最主要目的是為了提高生產(chǎn)效率、提高產(chǎn)品 質(zhì)量,降低勞動(dòng)強(qiáng)度、生產(chǎn)成本。該自動(dòng)裝配線的各 裝配工作單元間既有相互對立性,又在產(chǎn)品裝配過程 中環(huán)環(huán)相扣,所以采用模塊化程序設(shè)計(jì)思路可使控制 程序結(jié)構(gòu)性強(qiáng),可讀性好,修改程序方便,便于實(shí)現(xiàn)程序運(yùn)行監(jiān)控。在自動(dòng)裝配生產(chǎn)線上的裝配過程主要 是順序邏輯控制,采用三菱PLC的移位指令SFTL能 清晰地表達(dá)動(dòng)作狀態(tài)過程,實(shí)現(xiàn)順序邏輯控制。另 外,由于該自動(dòng)裝配線各工作單元的裝配工序較多, 為達(dá)到系統(tǒng)每小時(shí)裝配壓力表機(jī)芯1200件以上的效 率控制要求,各主道傳動(dòng)鏈與各工作單元、各工作單 元內(nèi)部在保證系統(tǒng)不發(fā)生機(jī)械干涉的情況下都采用并 行狀態(tài)流程,以縮短系統(tǒng)裝配節(jié)拍時(shí)間。
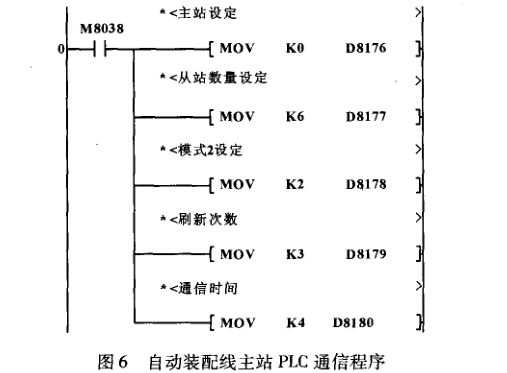
(1)主站485通信程序。三菱PLC485通信在硬 件上需要在PLC主機(jī)上加裝FX2N485-BD通信擴(kuò)展 板,在程序起始位置編寫相應(yīng)的通信程序。對于主站 通信程序,需要在相應(yīng)的特殊數(shù)據(jù)寄存器里寫人從站 數(shù)量、通信模式、刷新次數(shù)和通信時(shí)間,同時(shí)在特殊 數(shù)據(jù)寄存器D8176寫入K0,表明主站身份。各從站 PLC程序在起始位置只需編寫一條表明從站號(hào)的通信 程序。主站PLC通信程序如圖6所示。
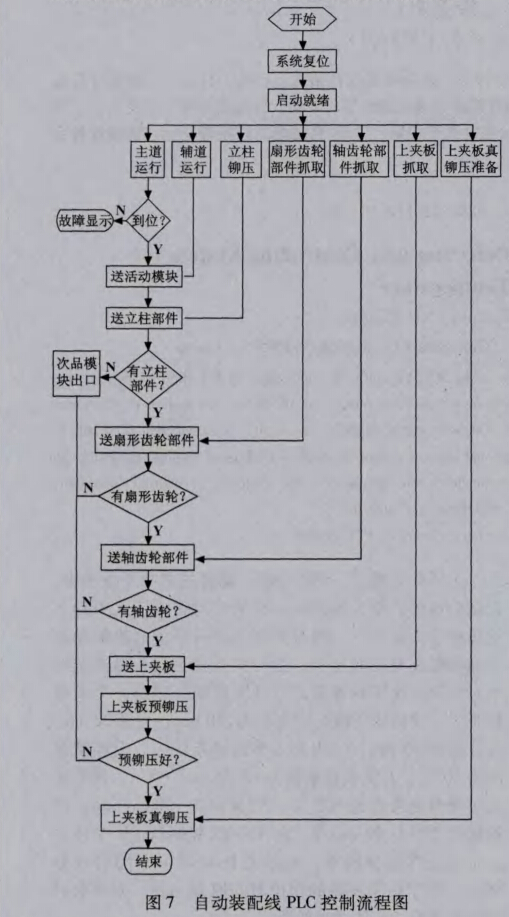
(2)自動(dòng)運(yùn)行子程序。整個(gè)自動(dòng)裝配線流程圖 如圖7所示。在主傳動(dòng)鏈運(yùn)行254 mm到位后,通過 左輸送電缸把活動(dòng)模塊從輔道傳動(dòng)鏈傳送至主道傳動(dòng) 鏈工位1;工位17的活動(dòng)模塊由右將電缸輸送到上 夾板真鉚壓抓取位置或次品處理位置;原來主道傳動(dòng) 鏈上已經(jīng)存在的活動(dòng)模塊隨主道傳動(dòng)鏈運(yùn)動(dòng)移至后一 工位。各裝配工作單元根據(jù)檢測工位檢測的信息,決 定是否向主道傳動(dòng)鏈活動(dòng)模塊供料。主道傳動(dòng)鏈及各 裝配工作單元開始時(shí)都獨(dú)立工作,主道傳動(dòng)鏈運(yùn)行到 位后,其控制PLC向各裝配工作單元PLC發(fā)出請求供料申請,各裝配工作單元先期動(dòng)作完成后處于待命 狀態(tài),在接到主站PLC請求供料信號(hào)后向活動(dòng)模塊 供料,供料完成后向主站PLC發(fā)出供料結(jié)束信號(hào), 主道傳動(dòng)鏈和各裝配工作單元開始新的動(dòng)作周期。
3.2人機(jī)界面設(shè)計(jì)
MCGSE人機(jī)界面組態(tài)軟件提供了多種控制器件 庫、圖形控件和功能組件,通過組態(tài)出的各種顯示和 控制功能實(shí)現(xiàn)系統(tǒng)操作狀態(tài)、當(dāng)前過程值及故障的可 視化。利用人機(jī)界面操作監(jiān)控系統(tǒng),對PLC中的實(shí) 時(shí)數(shù)據(jù)進(jìn)行顯示、記錄、存儲(chǔ)、處理,從而滿足各種 監(jiān)控要求。
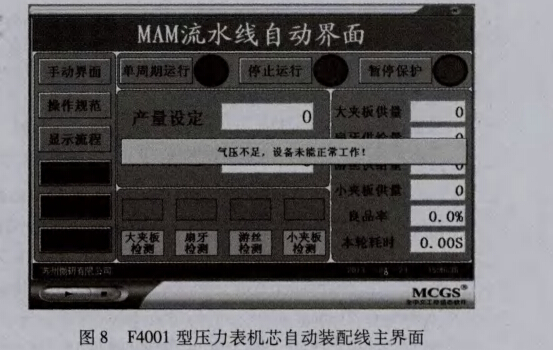
壓力表機(jī)芯自動(dòng)裝配線采用昆侖通態(tài)MCGS TPC1062KX彩色觸摸屏,用于執(zhí)行指令輸人、手自動(dòng)控制切換、參數(shù)設(shè)置、裝配產(chǎn)量與質(zhì)量統(tǒng)計(jì)、監(jiān)控畫 面顯示以及故障原因顯示等,如圖8所示。將觸摸屏 畫面使用專用軟件在計(jì)算機(jī)上設(shè)計(jì)完成后,再通過計(jì) 算機(jī)的RS232串行通信口下載到觸摸屏PLC對觸 摸屏實(shí)時(shí)數(shù)據(jù)庫進(jìn)行讀寫,達(dá)到兩者之間的信息交 互。
圖8 F4001型壓力表機(jī)芯自動(dòng)裝配線主界面
3.3電機(jī)控制程序設(shè)計(jì)
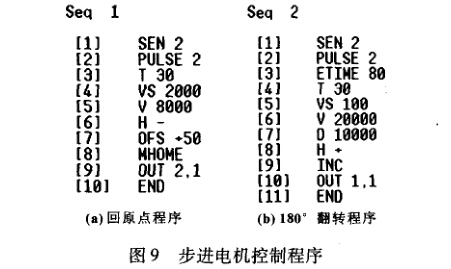
壓力表機(jī)芯自動(dòng)裝配線共用到了5類電機(jī),分別 是鉚壓用普通三相異步電機(jī)、輔道傳動(dòng)鏈驅(qū)動(dòng)用變頻 電機(jī)、主道傳動(dòng)鏈驅(qū)動(dòng)用伺服電機(jī)、左右輸送模塊用 電缸和下夾板支柱鉚壓及供給單元翻轉(zhuǎn)機(jī)構(gòu)驅(qū)動(dòng)用步 進(jìn)電機(jī)。鉚壓用普通三相電機(jī)只需PLC輸出控制交 流接觸器線圈即可;變頻電機(jī)由三菱FR-E740變頻 器驅(qū)動(dòng),PLC輸出通過選通變頻器“正轉(zhuǎn)啟動(dòng)STF”、 “高速RH”和“中速RM”端子實(shí)現(xiàn)速度切換;主 道傳動(dòng)鏈驅(qū)動(dòng)用伺服電機(jī)控制程序通過三菱FX1N PLC定位指令實(shí)現(xiàn)。左右輸送模塊用電缸采用SMC 株式會(huì)社LEC系列電缸,該電缸可采用絕對位移控 制和相對位移控制,其控制程序可在ACTCcmtroller 軟件環(huán)境下編寫并下載至電缸驅(qū)動(dòng)器,驅(qū)動(dòng)器可存儲(chǔ) 64步程序,PLC通過選通電缸驅(qū)動(dòng)器“啟動(dòng)”、“程 序步選擇”端子信號(hào)調(diào)用相應(yīng)的電缸控制程序;翻 轉(zhuǎn)機(jī)構(gòu)驅(qū)動(dòng)用步進(jìn)電機(jī)選用日本ORIENTAL株式會(huì) 社ASC系列步進(jìn)電機(jī),該電機(jī)調(diào)速范圍大,控制精 度髙。可通過計(jì)算機(jī)程序—附件—通信—超級終端 編寫步進(jìn)電機(jī)控制程序并下載至EMP401控制器中, 圖9所示為步進(jìn)電機(jī)控制程序。EMP401控制器中 可存儲(chǔ)32個(gè)電機(jī)控制程序。通過EMP401控制器來 控制步進(jìn)驅(qū)動(dòng)器,進(jìn)而驅(qū)動(dòng)ASC系列步進(jìn)電機(jī)轉(zhuǎn) 動(dòng)。同樣,PLC只需給EMP401控制器“啟動(dòng)”、 “程序步選擇”端子選通信號(hào)即可調(diào)用相應(yīng)的電機(jī) 控制程序。
4.結(jié)論
可編程控制器(PLC)的高可靠性和抗干擾能力 等優(yōu)點(diǎn),極大地提高了控制系統(tǒng)的運(yùn)行可靠性;觸摸 屏作為人機(jī)接口界面,提供了良好的人機(jī)操作界面^ 可編程控制器(PLC)技術(shù)和人機(jī)交互技術(shù)的協(xié)同設(shè) 計(jì),保證了壓力表機(jī)芯自動(dòng)裝配線控制系統(tǒng)的可操作 性,增強(qiáng)了控制系統(tǒng)的操作性及靈活性,提供了完善 的實(shí)時(shí)監(jiān)控功能。可編程控制電機(jī)的應(yīng)用,彌補(bǔ)了 PLC插補(bǔ)運(yùn)動(dòng)控制的不足,提高了系統(tǒng)運(yùn)行的精度。該自 動(dòng)裝配生產(chǎn)線已在企業(yè)投人使用,運(yùn)行效果很好。
上一篇:壓力表安裝誤區(qū)分析及對策

