機芯反裝式壓力表及其回轉調校裝置
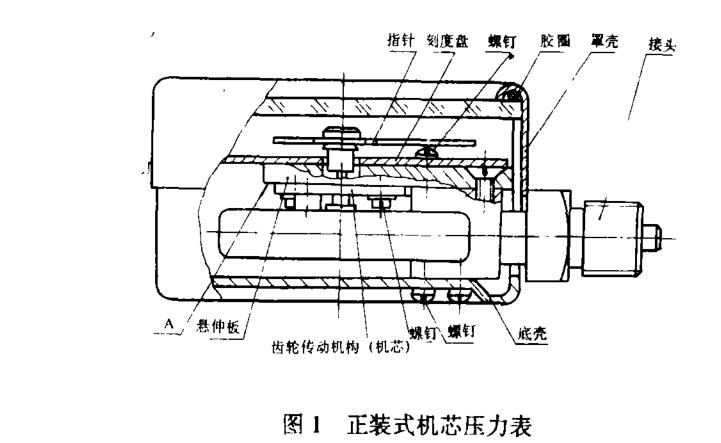
為了降低產(chǎn)品的成本,人們常在制造技術 及工藝裝備上做文聿.可降低成本的關鍵主要 在于設計,卻被人們所忽視。長期以來,我國 許多儀表廠生產(chǎn)的C形彈簧管式一般壓力 表,產(chǎn)品結構大體相同,齒輪傳動機構(以下 簡稱機芯)的安裝方式基本一樣。如圖1所 示,機芯的底板,在平面A處固定在接頭的 延伸平板上,謂之機芯正裝式。而近年來進口 的歐美國家的產(chǎn)品,絕大部分是機芯反裝式 的:機芯底版朝上,,直接固定在接頭的上平面 上;他們的機芯普遍比我國生產(chǎn)的輕、薄、 小.正裝式壓力表除了體重、費材料之外,還 在于產(chǎn)品生產(chǎn)過程中,調校安裝太費時間,表 接頭機械加工工序考。我們近年來與國外一聾 先進廠家,如英國6<J波登BOURDON公司等 的專家進行多次技術交流,從而得知:他們的 產(chǎn)品結構設計能為高生產(chǎn)效率創(chuàng)造良好的先決 條件,產(chǎn)品設計除了考慮性能外,還密切地與 先進的工藝裝備相配合.有專門的廠家供應數(shù) 十米長的按照壓力表設計的彈簧管卷材,便于 機械化與自動化彎管、焊接,對于一定規(guī)鋒的 壓力表,他們的管材,從機械性能到形狀與尺 寸,都控制得很穩(wěn)定,因此在調校壓力表時, 不但工作量小,而且很有規(guī)律,機芯底版不用 圍繞小齒輪.軸線旋轉,用以調整指針角位移與 彈簧管管端位移的線性誤差.從而能使反裝式機芯底版可以直接固定在接頭上。
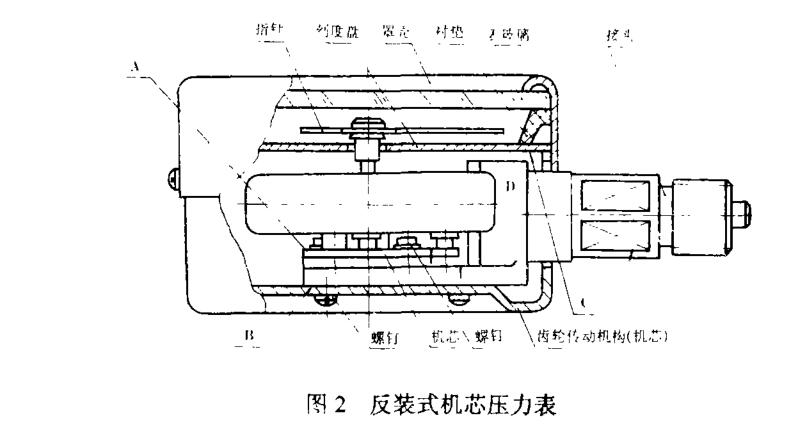
我們設計了如圖2所示的結構。加裝一塊 懸伸的連接板.與反裝式機芯的底版相連接, 以適應我國細有的技術狀況機芯照樣可以作 上述的旋轉調整,卻有了反裝式的優(yōu)點.我們 花了近兩年時間研究這一課題,除了技術經(jīng)濟 分析比較之外,還要解決新結構帶來的一系列 問題.
按照使用要求,壓力表的指針(圖1)在 隨機芯小齒輪轉動過程中,要與謝度盤平行且 保持一定距離范圍,更不能相_V #正裝式 結構,為了保證這一要求,就秦:_上的平 面C與平面B、接頭的平面B與平#八有一 定的平行度公差要求;襯圈要緊壓刻度盤.此 外,在用戶使用與檢定時,有時由于操作者不 小心,圖方便,會通過扭動壓力表底殼來將接頭螺絲擰入壓力管道的連接螺母里去,往往會 使底殼變形?改變平行性?嚴重時甚至使指針接觸到刻度盤。為此,接頭的延伸平板部位要 制得較厚,用鑄造或鍛壓制作表頭毛坯后,還 需對其D、A、B平面進行銑削調校產(chǎn)品時也 費時間.圖3是調校正裝式機芯壓力表時的程 序框圖。每個壓力表產(chǎn)品在調校時要作轉動機 芯底版,調整連桿、塞片等工作。而每調整一 次都要將指針與刻度盤安上拿下,即圖3上的 C循環(huán)往往要重復多次。
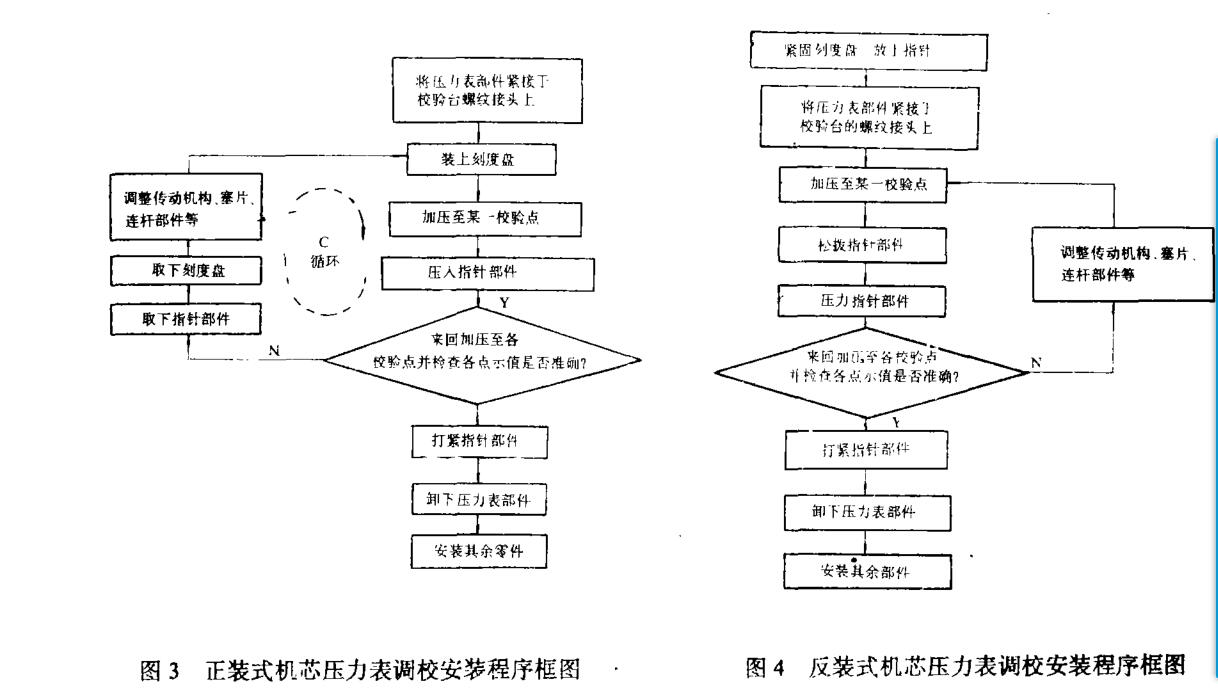
圖2的反裝式結構就不同,上述影響指計 與刻度盤間的平行性問題幾乎不存在,只要懸 接板上下平面平整即可,而該板是用冷沖壓工 藝制作的。接頭只需用正方形棒材,不論在一 般車床或是自動車床上一次裝夾便可全部車削 完成。免去了任何銑削加工。調校壓力表產(chǎn)品 時不用將任何零件再拆下。圖4是反裝式結構的壓力表產(chǎn)品調校程宇框閣?調校工作全部完成了小把底売及其佘苳件安上產(chǎn)品總高減小’接頭縮短,外觀也改善了。
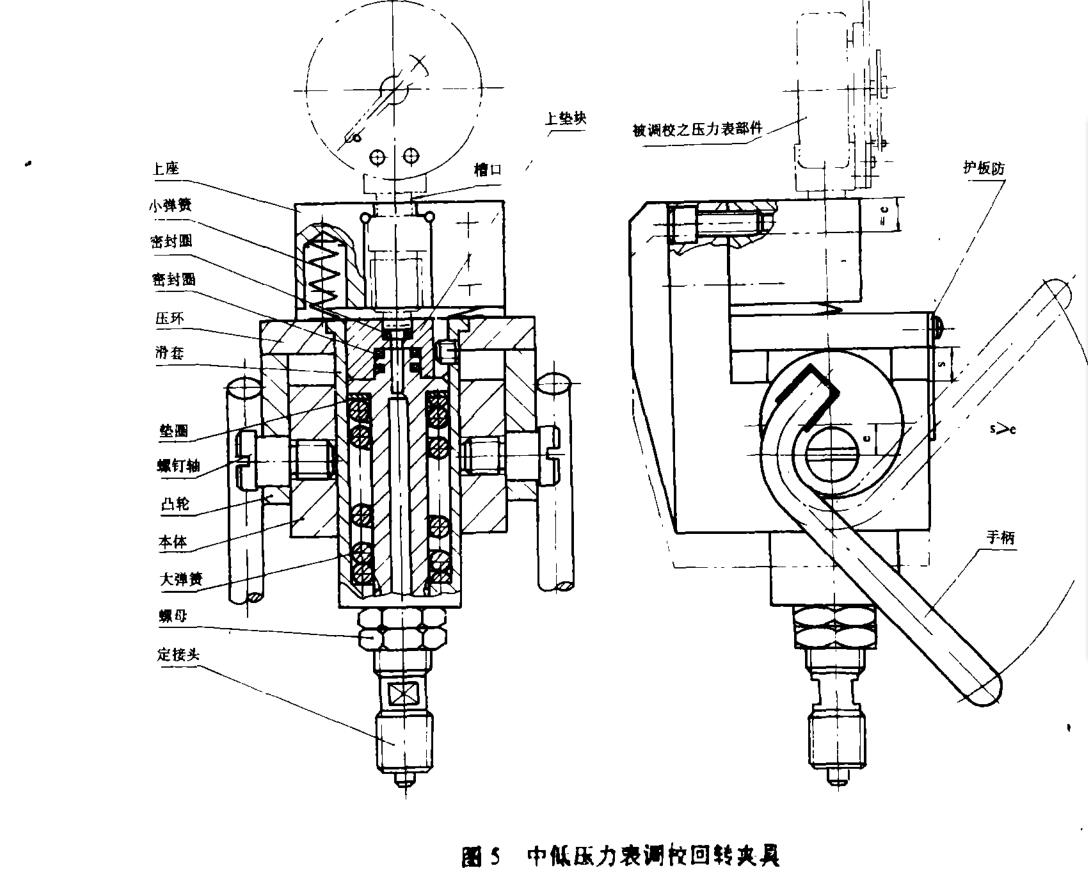
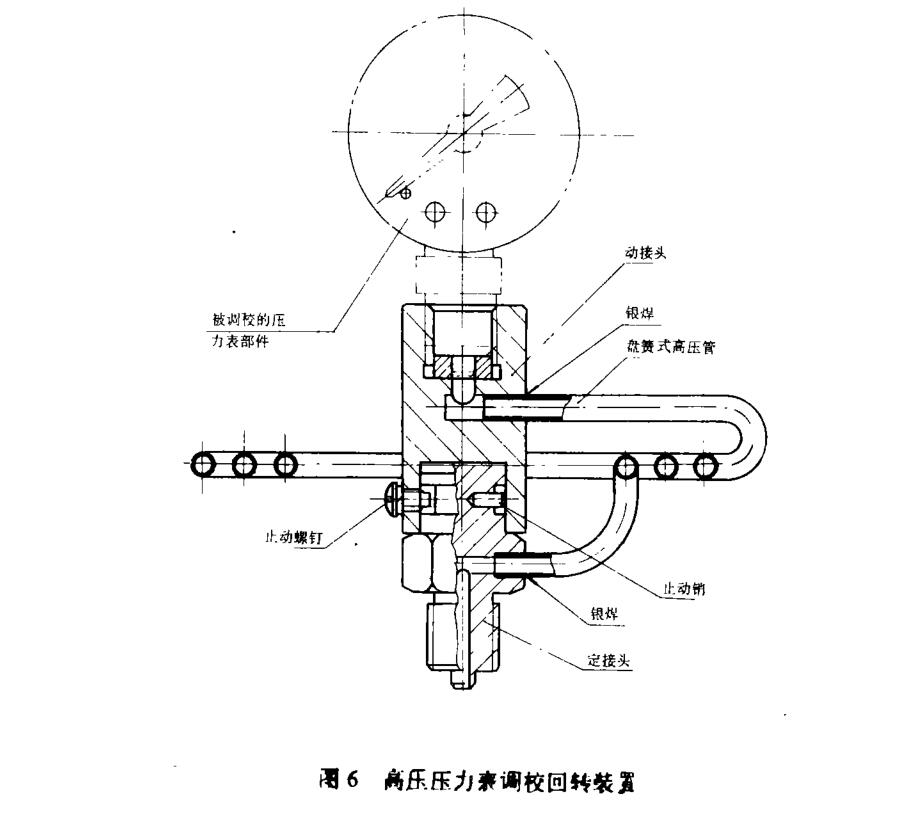
但是,反裝式機芯結構的壓力衣也沿調忪沿來了一^H題.調校人員耍站起來跑到 壓力表/fun調整后又轉回來.i了解決這一m R,我們研制了一套在調校時能將壓力表旋轉 180 °的裝置(見圖5).為了使調校時產(chǎn)品能 快速裝夾與卸下來,壓力表接頭設有一環(huán)形 槽,安上校驗裝置時,只需將接頭的槽口卡入 上座上的內凸鍵上,再將彎曲手柄向下壓,通 過兩邊的凸輪將壓環(huán)向上頂,經(jīng)過滑套借助于 大彈簧的力量將放在上塑塊中的密封圈緊壓在 壓力表接頭底面板上。橫向推動手柄便可作任 意角度的水平旋轉.該裝置缺點是要求壓力表 接頭小端面要平滑,壓力過高時不適用.圖6 是專為最高測量壓力為6MPa以上的壓力表 校驗吋用的回轉於置。采用了盤形彈簧式的金 屬管,兩端分別與定接頭和動接頭焊接,避免 了密封問題.缺點是裝置的橫向尺寸較大.圖 5裝置在校驗時壓力表要作輕敲位移檢查,此 時壓力表外殼沒有安上,只能用手指敲擊接頭 部分.試驗表明,這與壓力表出廠檢驗時輕敲 外殼無甚差別.
此外,在打緊指針部件時,反裝式機芯底 板上的兩個螺釘(圖2元件)承受了這個打緊 力,要求這兩個螺釘?shù)木o固力也較大,操作時 要多加小心。
上一篇:工業(yè)壓力表的選用與安裝

