淺談壓力表的游絲安裝、拆卸及調修
在壓力表的檢定過程中,經常出 現輕敲表殼指針位移的現象,主要是 因為游絲沒有足夠盤緊、張大或游絲 兩端緊固不良等。因此,對壓力表的 游絲安裝、拆卸要格外的小心。那么, 怎樣安裝、拆卸及調修壓力表的游絲 呢?筆者認為,首先要知道游絲的作 用、特性及技術要求。
1.游絲的作用
利用游絲產生反作用力矩,使齒 輪保持單向齒廓緊密地接觸,來消除 中心齒輪與扇形齒嚙合間隙、各傳動 軸和連桿結合處等間隙所引起的示 值不穩定狀態,使指針安裝平穩,輕 敲表殼示值不變。即當壓力消除后, 幫助指針返回零位,緊靠限止釘。
2.游絲的特性
當壓力表測量下限的張力最足, 處于最大力矩狀態,隨著壓力增大,力 矩逐漸減小,反裝游絲則相反。在零位 時,游絲處于預緊狀態,隨著壓力的增 加,游絲逐漸松弛。當游絲過長時,剛 力弱,彈性差,指針不穩,甚至自由狀 態呈現并圈;而游絲過短時,張大后框 距大小懸殊,甚至單側并圈,作用力不 均勻。游絲忌油。
3.游絲的技術要求
⑴安裝后應無顯著偏心,平面與 心軸成垂直狀態。
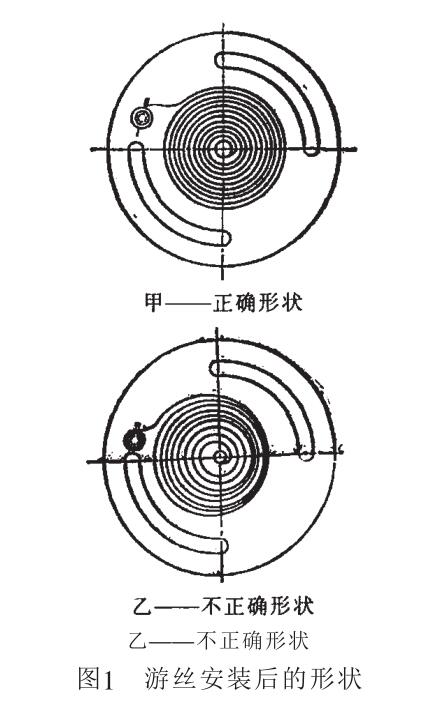
(2)在松弛、緊縮或張開后,圈間 應清楚,圈距較勻,無并框搭圈現象 (如圖1所示)。
(3)芯孔、直徑、力矩應符合安裝 規格。
(4)安裝后,游絲的兩端緊固,無 松動現象。
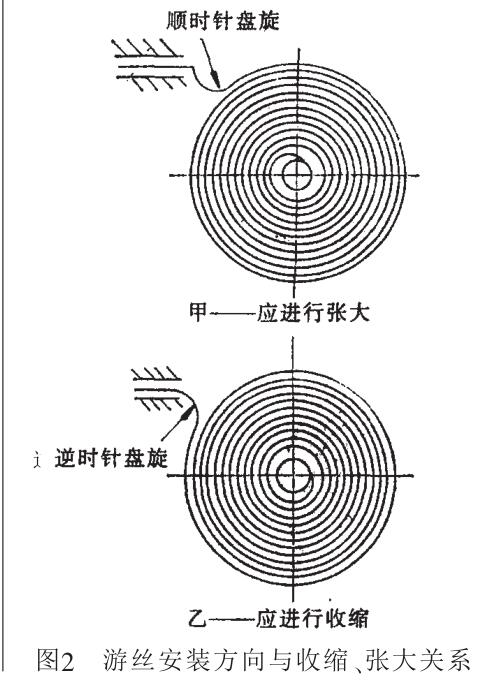
4.壓力表游絲的安裝與拆卸 其方向有兩種,按張大游絲的方 向安裝,其游絲的作用力大,指針緊靠 表盤限止釘。按收縮游絲的方向安裝, 其游絲的作用力平穩(如圖2所示)。此 外,在安裝與拆卸時要注意以下幾點:
(1)裝游絲前,先檢查游絲環與軸的配合度。游絲環松,以虎鉗夾緊;游 絲環緊,用沖子張大,以孔略小于軸 能釘入為宜。而后將游絲插入中心軸 上,中心軸另一端置于鐵墩眼中,用 空心沖釘游絲環,釘至與中心齒輪牙 頂面接觸為止。釘后一般己能固緊, 不需再夾緊。
(2)檢查游絲環在指針軸上是否 松動,以虎鉗夾緊游絲環,手捻指針 軸試驗。若裝好在機芯上,用手按住 指針軸,擺動扇形齒進行觀察,游絲 環不得有自轉情況。
(3)游絲尾端插入銷孔前,以手抵 住外圈,制止游絲抖動,以利操作。游 絲尾端插入銷孔后,以鑷子尖端向銷 孔內穿刺擠壓一下,以利游絲銷能順 利放入,游絲銷放入銷孔后,用鑷子 鉗扁平面一端推壓一下,而后以虎鉗 將游絲銷夾緊于銷孔中。游絲兩端必 須銷緊,若有松動,則示值不穩。檢查 游絲外端是否銷緊,以鑷鉗夾住根 部,上下推拉觀察。
(4)取下游絲時,用刀形沖子將游 絲環開口張大,則游絲環松動,輕拿 可取。
5.對游絲的調修
調修游絲對壓力表而言是十分 重要的事情,要注意以下幾點:
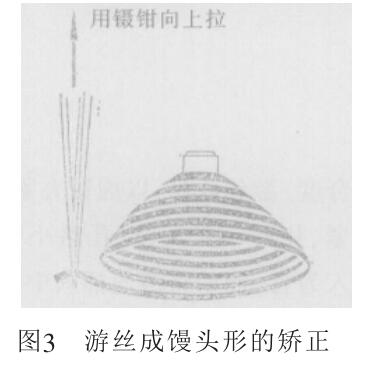
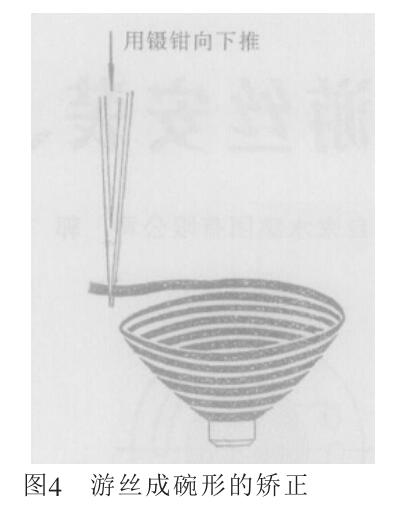
(1)安裝后游絲平面出現凹凸不 平,以鑷鉗垂直夾于尾端根部,成饅 頭形,鑷鉗往上拎;成碗形,鑷鉗往下 壓,一般都能調好。調修的方法如圖 3、圖4所示。如僅外端尾部一小段超 離平面,采用剪去的辦法。
(2)游絲向左偏心,是端尾折彎外 留的短;游絲向右偏心,是端尾折彎外留的長,可改變折彎位置或打開游 絲銷,增減端尾部分的工作長度進行 解決。游絲向上或游絲向下偏心時,用鑷鉗往上、下推動游絲折彎角外側 尾端的立面"如因折彎角度過大或過 小,應以鑷鉗夾于折彎角的右側,改 變折彎角度的大小。
(3)游絲平面傾斜,一側高一側低 時,鑷鉗垂直夾于尾端折彎的左側, 矯正游絲立面的垂直度。哪側比平 面高,鑷鉗就往哪側方向傾斜施力, 矯正至面平為止。也可在銷子未完 全銷進時,轉動銷子使游絲處于平整狀態。
上一篇:再談壓力表對壓機不同故障的反應

