反裝機心壓力表的調校與維修
介紹了反裝機心壓力表的調校、使用及 修理方法,對各電廠的使用維修具有指導作用。
目前,全國進口的大型生產設備的壓力儀表大 多數采用反裝機心結構,而今后國內生產的反裝機 心的壓力表也將越來越多,因此,對反裝機心壓力表 的調校與維修尤為重要。針對這一情況,介紹如何對 反裝機心壓力表進行調校與維修。
1.正裝機心與反裝機心壓力表的對比
目前,我國生產的一般壓力表和精密壓力表均 采用傳統的正裝機心結構。由于正裝機心壓力表上 的機心是用螺釘緊固在接頭上,連桿和機心扇形齒 輪的連接由螺釘緊固,采用轉動機心或移動連桿的 方式進行儀表調整。這種方法巳被廣大的壓力計量 檢定維修人員所熟悉。而反裝機心壓力表,在安裝時 是把機心鉚接在接頭上,表盤鉚在機心上,連桿和機 心扇形齒輪的連接也是鉚接,這令許多檢定人員在 檢定和維修時很不適應,也很不習慣,不知如何對這 種反裝機心的壓力表進行調校與維修。
據我國掌握的資料統計,一些科學技術發達的 國家,如美國、德國、日本等國生產的壓力表均采用 反裝機心結構。其最大的特點就是可節省材料,降低 成本。以生產1臺壓力表為例,僅改變接頭的尺寸, 把正裝機心改為反裝機心,可節省材料費3元左右。 而我國目前壓力表的年生產量為1 000萬臺左右, 如果均采用反裝機心的結構,可節省相當可觀的材 料費。
2.壓力表的調整
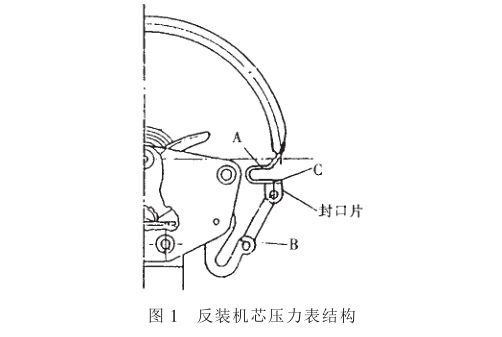
正裝機心壓力表調校時,需反復松緊機心的2 個螺釘及連桿上的1個螺釘,轉動機心,撥動連桿, 反復取下表盤及指針;而反裝機心壓力表調校時只 需夾緊撥開扇齒尾部的U形部,或用尖嘴鉗掰動封 口片的位置即可,十分方便。這對初次接觸的人來 說,會感到很不習慣,不知如何保證扇齒的留牙數、 如何松緊游絲、如何調整全量程和線性度、如何解決 位移量過大等。反裝機心壓力表結構如圖1所示。
2.1調校與維修反裝機心壓力表應注意的問題 正裝機心壓力表的機心是用螺釘緊固在接頭 上,調校時可以取下表盤,從儀表的前方進行調整; 而反裝機心壓力表的機心是鉚接在接頭上,表盤鉚 接在機心上,因此,調校維修時,需將儀表表殼拆下, 從儀表的后方進行調整。當調整反裝機心壓力表時, 如果用活接母將其擰在壓力表校驗器上,將會使調 校與維修更加方便。
2.2反裝機心壓力表的調整方法
2.2.1 扇齒留牙
扇齒下端中軸齒以下應留3~5牙,用尖嘴鉗夾 住封口片下端A點上下掰動。當留牙數少時,將A點向上掰;留牙數多 時,將5點向下掰。
2.2.2游絲的調整
初始狀態緊游絲1.5圈,用一字改錐頂住機心 下板,將封口片向上推,使扇齒與中軸齒脫離,然后 輕輕將改錐松回,使扇齒自然回到初始狀態。
2.2.3連桿框量的調整
連桿與扇形齒及封口片平行,連桿和扇形齒、連 桿和封口片在鉚接后應有0.1~0.2 mm的間隙。用尖 嘴鉗將連桿和扇形齒掰為平行,或用尖嘴鉗將連桿 左右掰動,以達到要求的框量。
2.2.4當中間點變化時的調整
當中間點小時,用尖嘴鉗夾住封口片C點,稍 向上掰;當中間點大時,用尖嘴鉗夾住封口片C點,稍向下掰;當位移量變化時,首先檢查機心游絲是否 預緊,檢查連桿鉚接是否過緊及框量的大小。
2.2.5全量程的調整
在規定的量程上指針全量程旋轉角度為270°。 當全量程大時,用一字改錐將扇形齒下U形部外 掰;當全量程小時,用尖嘴鉗將扇形齒下U形部向 內夾。
3.結束語
隨著工業的不斷發展,壓力表的改進是一種趨 勢,所以要了解、掌握、學習反裝機心壓力表的調校 與維修技能,以適應現代科技的發展。
上一篇:測試電接點壓力表與自制發訊器
下一篇:改造壓力表校驗器提高檢定質量

