壓力表檢定中幾種常見(jiàn)的示值超差現(xiàn)象及調(diào)整方法
在工程技術(shù)中,使用最為廣泛的壓力表就是彈簧式壓力表。它具有結(jié)構(gòu)簡(jiǎn)單、使用方便、便于攜帶, 操作和使用安全可靠,不需要很復(fù)雜的保養(yǎng),而且價(jià)格也較便宜。彈簧式壓力儀表可以直接測(cè)蒸汽、油、 水和氣體等介質(zhì)的表壓力、氣壓、負(fù)壓和絕壓:測(cè)童范圍可以從幾十帕到吉帕的超高壓。由于該類儀表指 示淸楚、直觀、可由操作者直接判讀,因而得到了廣泛的應(yīng)用。在我廠,此類儀表應(yīng)用也是相當(dāng)廣泛的, 但從每次的周期檢定中可以看出,示值超差的概率約占所有故障的70%以上,因而如何解決“示值超差” 的問(wèn)題,為工廠節(jié)約資金,避免發(fā)生事故隱患,提高工廠的經(jīng)濟(jì)效益,起到了十分重要的作用。
在我們實(shí)際檢定過(guò)程中,經(jīng)常出現(xiàn)以下幾種誤差超差現(xiàn)象。
一、刻度盤各標(biāo)有數(shù)字的檢定點(diǎn)的誤差基本相同。
二、刻度盤各標(biāo)有數(shù)字的檢定點(diǎn)的誤差,隨示值的增大越來(lái)越大。
三、刻度盤各標(biāo)有數(shù)字的檢定點(diǎn)的誤差,隨示值的增大越來(lái)越小。
根據(jù)以上出現(xiàn)的誤差超差現(xiàn)象,并結(jié)合平時(shí)工作中的實(shí)踐經(jīng)驗(yàn),經(jīng)常采用以下調(diào)整方法,解決誤差超差現(xiàn)象。
1.對(duì)于各點(diǎn)誤差基本相同時(shí),可采用重新裝訂指針或稍微轉(zhuǎn)動(dòng)一下表盤的方法
2.對(duì)于誤差隨示值增大而越來(lái)越大的情況,即指針在前半部分刻度走得慢,在后半部分走得快,可 通過(guò)調(diào)小連桿與扇形齒間的夾角的方法解決,但對(duì)于有示值調(diào)節(jié)螺釘?shù)膲毫Ρ恚赏ㄟ^(guò)示值調(diào)節(jié)蠔釘,來(lái) 改變示值誤差,即將示值調(diào)節(jié)鏢釘用蜾絲刀擰松,然后用螺絲刀將鏢釘輕輕“向右”撥動(dòng),再擰緊鏢釘, 將表盤裝好,重新打壓,看示值誤差是否在誤差范圍內(nèi),若還超差可拆下表盤,按上述的方法反復(fù)調(diào)整幾 次,直至示值誤差在誤差范圍內(nèi)。
3.對(duì)于誤差隨示值增大而越來(lái)越小時(shí),即指針在前半部分刻度走得快,在后半部分走得慢的情況, 可采用調(diào)大連桿與扇形齒間的夾角的方法解決,但對(duì)于有示值調(diào)節(jié)螺釘?shù)膲毫Ρ恚湔{(diào)整方法與第2種方 法相反,即將示值調(diào)節(jié)輥釘擰松,用螺絲刀將鰾釘輕輕“向左”撥動(dòng),再擰緊螺釘,將表盤裝好,重新打 壓,看示值誤差是否在誤差范圍內(nèi),若還超差可拆下表盤,按上述的方法反復(fù)調(diào)整,直至示值誤差在誤差 范圍內(nèi)。
對(duì)于上面第2種和第3種所述的方法,仍不能達(dá)到誤差范圍之內(nèi),那么就應(yīng)該采用調(diào)整機(jī)芯的辦法來(lái) 解決。其方法是將固定機(jī)芯的螺釘擰松,根據(jù)誤差情況來(lái)旋轉(zhuǎn)機(jī)芯。若是第2種誤差現(xiàn)象,則應(yīng)逆時(shí)針?lè)?向轉(zhuǎn)動(dòng)機(jī)芯,若是第3種誤差現(xiàn)象,則應(yīng)順時(shí)針?lè)较蜣D(zhuǎn)動(dòng)機(jī)芯,反復(fù)調(diào)整機(jī)芯,直至示值誤差在誤差范圍 內(nèi)為止。
為什么通過(guò)上述方法調(diào)整之后,能夠解決誤差超差的現(xiàn)象呢?這可以通過(guò)對(duì)壓力表的結(jié)構(gòu)原理進(jìn)行分析,就可得出這一結(jié)論。
彈簧式壓力儀表是根據(jù)虎克定律,利用彈性敏感元件受 壓后產(chǎn)生的彈性形變,并將該形變轉(zhuǎn)換成位移放大后,用指 計(jì)指示出被測(cè)壓力。在彈簧式壓力儀表中,由于被測(cè)壓力引 起彈性敏感元件的位移較小,因而為了擴(kuò)大儀表的靈敏度,
使用位移放大機(jī)構(gòu)傳動(dòng)機(jī)構(gòu)。它起著位移傳遞和位移放 大兩個(gè)傷感。常用的有兩類:扇形齒輪傳動(dòng)機(jī)構(gòu)和杠桿傳動(dòng) 機(jī)構(gòu)。我廠使用的壓力表基本上都是扇形齒輪傳動(dòng)機(jī)構(gòu),所 以在這里所述的內(nèi)容只對(duì)扇形齒輪傳動(dòng)機(jī)構(gòu)。扇形齒輪傳動(dòng) 使位移變成指針在放大比例上的回轉(zhuǎn)運(yùn)動(dòng)。
扇形齒輪傳動(dòng)機(jī)構(gòu)的結(jié)構(gòu)如圖1所示。
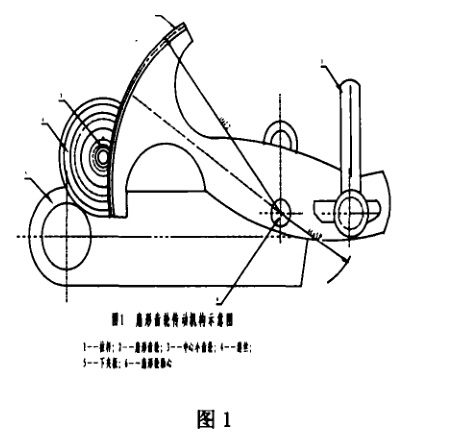
扇形輪以自己的軸心在上下夾板中自由轉(zhuǎn)動(dòng),而上、下夾板彼此平行安裝并用螺釘緊固在一起。小齒 輪、游絲和拉桿也處于上、.下夾板中間,并以下夾板牢固地安裝在支持器上。整個(gè)傳動(dòng)機(jī)構(gòu)又叫機(jī)芯。在 壓力作用下,管端位移使其與之連接的拉桿帶動(dòng)扇形齒輪繞其自身的軸心轉(zhuǎn)動(dòng),從而使與扇形輪嚙合連接 的小齒輪傳動(dòng),那么使裝在中心小齒輪軸上的儀表指針在表盤上移動(dòng)。
由于扇形輪臂上開(kāi)有一個(gè)槽孔,這樣拉桿下端就可以用螺釘使其裝在槽孔中的任何位置上,從而可改 變傳動(dòng)比。當(dāng)扇形輪回轉(zhuǎn)a角時(shí),扇形輪上端(齒輪端)任何一點(diǎn)通過(guò)的弧長(zhǎng)L為RX a,其中R是轉(zhuǎn)動(dòng) 半徑,拉桿在扇形輪槽孔中的一點(diǎn)通過(guò)的弧長(zhǎng)I=rX a,其中r是在槽孔中的連接點(diǎn)與轉(zhuǎn)動(dòng)軸心的距離(也 是轉(zhuǎn)動(dòng)半徑)。因而L/I= (RXa) / (rX a ) =R/r,因而扇形齒輪臂上某點(diǎn)轉(zhuǎn)動(dòng)的弧長(zhǎng)為L(zhǎng)= (R/r) XI。 由于表盤刻度是固定的,即L不變,R也不會(huì)改變。因此只有改變I和r。但是,I由管位移決定,所以在 扇形傳動(dòng)機(jī)構(gòu)中,只能調(diào)整拉桿下端在槽孔中的位置,即改變r。
從上述分析可以看出,當(dāng)誤差隨刻度增大而越來(lái)越大時(shí),我們通過(guò)“向右”調(diào)節(jié)示值調(diào)節(jié)螺釘,也就 是調(diào)節(jié)r,使r增大,由于L=(R/r) XI,當(dāng)r增大時(shí),L減小,從而起到了調(diào)節(jié)作用。
相反,當(dāng)誤差隨示值增大而越來(lái)越小時(shí),我們通過(guò)“向左”調(diào)節(jié)示值調(diào)節(jié)螺釘,使槽孔中的連接點(diǎn)與 轉(zhuǎn)動(dòng)軸心的距離r減小,由公式L= (R/r) XI,當(dāng) r減小時(shí),L增大,從而起到了調(diào)節(jié)作用。
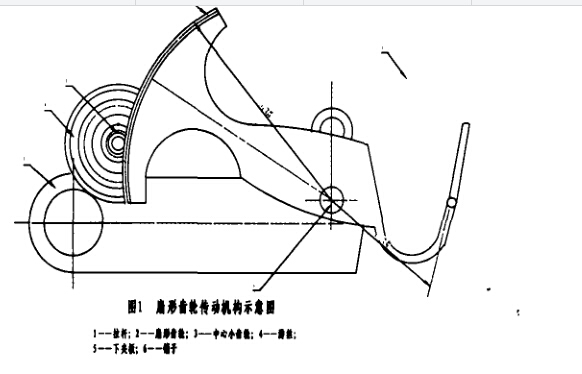
另外,對(duì)于沒(méi)有示值調(diào)節(jié)螺釘?shù)臋C(jī)構(gòu),其結(jié)構(gòu) 如圖2所示。可通過(guò)改變拉桿與轉(zhuǎn)動(dòng)軸心間的夾角, 也即改變r的方法,同樣可達(dá)到解決誤差超差的現(xiàn) 象。
按照上述調(diào)整方法,經(jīng)過(guò)長(zhǎng)期實(shí)踐,確實(shí)
解決了誤差超差現(xiàn)象,減小了壓力的報(bào)廢率,
為工廠節(jié)約了資金,提髙了經(jīng)濟(jì)效益。
下面有一個(gè)例子,就是運(yùn)用上述方法解決的一個(gè)實(shí)際問(wèn)題。
有一塊型號(hào)為Y0-60,規(guī)格為025Mpa的氧壓表,其準(zhǔn)確度為2.5級(jí),外觀良好,經(jīng)校驗(yàn)臺(tái)檢定, 示值如表一所示:(其最大允許誤差為。0.625Mpa)
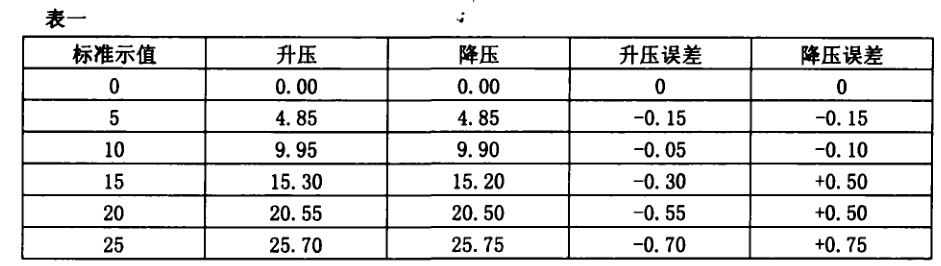
由表一可以看出,該壓力表經(jīng)檢定,最后一點(diǎn)的誤差為+0.75Mpa,已超差,此表不合格,需要調(diào)整到 誤差范圍內(nèi)。那么,該如何調(diào)整它?由該表誤差一欄中可以看出:誤差是隨示值的增大而不斷增大的,這 用前面所述的調(diào)整方法2,很快就可以解決此問(wèn)題了。調(diào)整后重新檢定,其示值如表二所示:
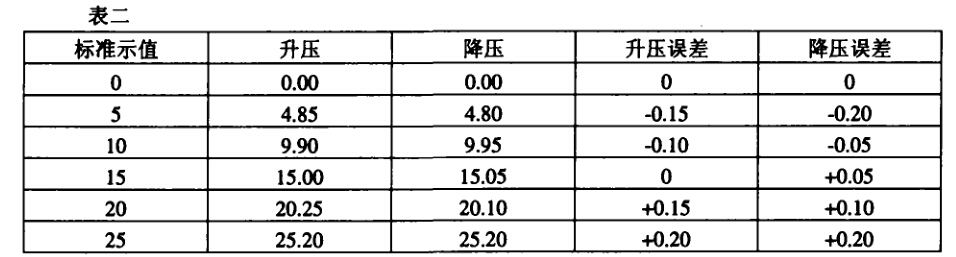
由表二可以看出,重新調(diào)整后的壓力表,誤差已在最大允許誤差范圍內(nèi),屬合格壓力表。
由此例可以看出,熟練運(yùn)用這些方法,確實(shí)可以達(dá)到解決實(shí)際問(wèn)題的目的。
在此還要說(shuō)明一點(diǎn),在我們實(shí)際的檢定中,出現(xiàn)誤差超差的現(xiàn)象遠(yuǎn)不止上述三種情況,我們應(yīng)根據(jù)實(shí) 際情況靈活分析,并運(yùn)用快捷有效的方法處理工作中出現(xiàn)的各種問(wèn),把我們的工作做得更好。

