彈簧管壓力表的計量技術研究
彈簧管壓力表是一種廣泛應用于工業生產、過程控制和技術測量過程中,用于液體、氣體與蒸汽壓力測 量的工具儀表。其以結構簡單、測量范圍寬、重復性好、價格低廉以及操作簡單等優點成為各種壓力容器和特 種設備不可或缺的安全附件。壓力表的好壞將直接對經營建設以及安全生產造成嚴重影響,所以彈簧管壓力表 的檢定工作就顯得尤為重要。
0.引言
彈簧管壓力表大量且廣泛應用于各行各業, 且其檢定周期最大為6個月,彈簧管壓力表的檢 定工作給計量部門帶來了巨大的壓力,計量人員 往往要面對堆積如山的彈簧管壓力表的檢定工作, 又因為彈簧管壓力表在各個工位的重要性,其檢 定時間很急很緊,所以很多計量部門對彈簧管壓 力表的檢定工作,只檢定不調修,不合格就買新 表重新換,計量過程中就會出現大批量的彈簧管 壓力表被報廢,造成了很大的資源浪費。所以對 彈簧管壓力表的計量、調修進行深入的研究也變 得十分重要了。
1.彈簧管壓力表簡介
彈簧管壓力表中表述的‘‘壓力”的概念區別 于‘‘拉壓力”中‘‘壓力”的概念,彈簧管壓力表 中的‘‘壓力”是物理中壓強的概念,其用字母表 示為“P”,國際單位制單位表示為帕斯卡(Pa); 而‘‘拉壓力”中‘‘壓力”是物理中力的概念,其 用字母表示為“F”,國際單位制單位表示為牛頓 (N)。文中提及的‘‘壓力”的概念都是物理中壓 強的概念,以前一種表述為準。
大氣壓力是指地球表面大氣層中空氣柱所產 生的壓力;將大氣壓力作為參考點(或零點)的 壓力稱之為表壓,表壓可分為正壓和負壓;以完 全真空點為參考點(或零點)的壓力稱為絕壓; 任意兩個相關壓力以其中任意一個壓力作為另一壓力的參考點(或零點)的差值稱之為差壓。所 以按照參考點的不同,壓力可分為表壓、絕壓和 差壓二種。
彈簧管壓力表是測量并指示高于或者低于環 境(大氣)壓力(表壓類)的儀表,其核心部件 是彈性敏感元件。彈簧管壓力表的工作原理是通 過被測介質傳導的壓力作用下,彈性敏感元件自 由端就會產生一定的直線位移,齒輪隨著連桿的 帶動轉換成角位移,指針0° -270°的轉角范圍內 指示,相應的壓力值就指示在度盤上的相應壓力 值部分,實現壓力測量的目的。
彈簧管壓力表按照其測量壓力值的不同,可 分為正壓壓力表(通常稱為壓力表)、負壓壓力表 (通常稱為真空表)和正負壓力都兼顧的壓力表 (通常稱為壓力真空表);正壓壓力表按量程大小 又可分為微壓表(小于60kPa),低壓表(0MPa~ 6 MPa)、中壓表(6 MPa ~ 60 MPa)和高壓表 (100 MPa 以上)。
彈簧管壓力表根據用途的不同又可分為氧氣 壓力表、乙塊壓力表、氮氣壓力表、氬氣壓力 表等。
彈簧管壓力表根據內部結構的區別又可分為 耐震(抗振)壓力表、雙針壓力表、電接點壓力 表等。
2.彈簧管壓力表的檢定
《彈性元件式一般壓力表、壓力真空表和真空 表檢定規程》是現在執行的彈簧管壓力表檢定規程。檢定規程中規定的檢定環境要求為:溫度 (20 ±5) °C,相對濕度不大于85% ,壓力為大氣 壓力,彈簧管壓力表應在上述的檢定環境中靜置 2 h及以上方可進行計量檢定。規程中也對檢定介 質做出了相應的要求:測量上限小于或等于0.25 MPa的壓力表,以清潔的空氣或無毒無害且化學 性能穩定的氣體作為檢定介質;測量上限大于 0. 25 MPa且小于或等于400 MPa的壓力表,以無 腐蝕性的液體或根據標準器所要求使用的液體作 為工作介質;測量上限大于400 MPa的壓力表,以 藥用甘油和乙二醇的混合液或根據標準器所要求 使用的液體作為檢定介質。 在彈簧管壓力表的計 量過程中最常用的檢定介質有空氣、氮氣、水、 變壓器油、癸二酸二酯等。
2.1彈簧管壓力表外觀檢查
彈簧管壓力表的外觀檢查主要是以目測和手 感的方法進行檢查,檢查壓力表裝配是否牢固有 無松動,檢查壓力表可見部分是否存在明顯的瑕 疵,檢定介質要求的不同,壓力表上要有規定的 色標,氧氣壓力表在分度盤上必須標以明確的紅 色“禁油”字樣或規范的禁油標志,雙針壓力表 兩個接頭上應有與兩個指針顏色相同的油漆標記。 壓力表上應有產品名稱、計量單位與數字、出場 編號、測量范圍、準確度等級、制造商或商標、 生產年份及標號等標志信息。壓力表表面玻璃無 色透明,無妨礙讀數的缺陷或損傷,分度盤平整 光潔,數字和標識清晰可見,指針應能覆蓋最短 分度線長度的三分之一到三分之二,且其寬度不 大于分度線的寬度。
2.2彈簧管壓力表零位誤差檢定
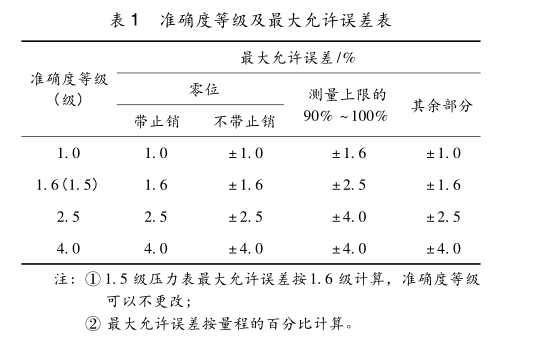
彈簧管壓力表的零位誤差檢定通常是由目力 觀察進行的,在示值誤差檢定前作一次、在示值 誤差檢定后作一次。對于帶有零位止銷的壓力表, 零位時指針應緊靠止銷,如若存在“縮格’,“縮 格”應不超過表1規定的最大允許誤差的絕對值; 對于不帶止銷的壓力表,零位時指針應指示在零 位標志內,零位標志的寬度不應超過最大允許誤 差絕對值的2倍。
2.3彈簧管壓力表誤差檢定
彈簧管壓力表示值誤差檢定是通過比對法來 實現的,主要是通過每一檢定點標準器示值與被 檢表示值進行直接比較。應該注意的是檢定介質 選擇為液體時,被檢壓力表與標準器的受壓點應基本保持在同一水平位置。壓力表上標有數字的 分度線選取作為示值誤差的檢定點,真空表的測 量上限檢定點應選取當地大氣壓力的90%以上的 點。檢定過程中應該從零點緩慢均勻的加壓到每 個需要檢定的檢定點直至測量上限,加壓到壓力 上限后切斷壓力源,耐壓3min,隨后依次逐點降 壓到每個檢定點直至零位。 在每個檢定點的 進程 和回程,使用手指輕敲壓力表外殼,分別讀取每 個檢定點被檢壓力表的示值,以分度值的五分之 一估讀進行讀數,再次用手指輕敲壓力表外殼, 再次讀數并記錄輕巧指針位移量,同樣以分度值 的五分之一估讀進行讀數。每一檢定點壓力表示 值與標準器示值之差此檢定點的示值誤差;同一 檢定點升壓、降壓輕敲表殼后壓力表示值之差的 絕對值稱為回程誤差;同一檢定點前后兩次輕敲 表殼指針位移變化所引起的示值變動量稱為輕敲 指針位移量;目力觀測指針偏轉的情況檢查指針 偏轉平穩性。誤差檢定過程中包含了示值誤差檢 定、回程誤差檢定、輕敲指針位移檢定和指針平 穩性檢查等項目。
另外電接點壓力表還需要有設定點偏差檢定、 切換差檢定、絕緣電阻檢查、絕緣強度檢查;帶 檢驗指針壓力表還需要做兩次升壓示值之差檢定; 雙針雙管壓力表還需要做兩管不連通性檢查及兩 指針示值之差檢定;有禁油要求的壓力表還需要 做禁油要求檢查等。
2.4彈簧管壓力表檢定結果
彈簧管壓力表的檢定結果一般分為兩類,檢 定結果為“合格”應出具檢定證書;檢定結果為 “不合格”出具檢定結果通知書,在檢定結果通知 書中應明確不合格項目和內容。
3.彈簧管壓力表檢定過程中的問題討論
3.1彈簧管壓力表指針不在零位(包括指針脫落) 彈簧管壓力表在使用過程中壓力儀表過載、 彈簧管式壓力表在運輸過程中運輸不當、安裝過 程中手握表頭擰緊而不是用扳手擰緊使表頭產生 應力變形、壓力表老化、表針生銹,表盤變形等原因 都可能引起彈簧管壓力表指針不在零位。此類問 題的調修處理主要考慮是對針,打開壓力表表殼用 起針器卸下被檢表的指針,在零點位置對針后重新 安裝,使其指針指示在零位位置,加壓檢定其他檢 定點進行初步檢查;或者在某一檢定點位置進行對 針后重新安裝,加壓到其他檢定點并泄壓到零點進 行初步檢查。然后帶上表殼開始常規檢定。
3.2彈簧管壓力表加壓指針無反應
當對被檢彈簧管壓力表所在的壓力管路進行 加壓,標準表已有動作或活塞式壓力計上砝碼已 經升起或壓力管路內已經有了壓力且壓力已經略 大于壓力表的零位最大允許誤差,但是被檢表的 指針保持在零位不動的現象稱之為彈簧管壓力表 加壓指針無反應現象。檢定中出現此現象首先考 慮與被檢表連接的截止閥是否打開,在確認截止 閥確已打開后,加壓無法應現象仍然存在;需要 考慮被檢壓力表接頭連接處檢壓孔是否堵塞,檢 查橡膠皮碗是否損壞,檢查接頭中心孔密封圈是 否悶死。處置方案為:對調被檢表與標準表的位 置(標準表作為標準器)、將被檢壓力表換位安裝 在另一個檢壓口導孔(有兩個被檢檢壓扣的活塞 式壓力計作為標準器),或者在原被檢口導孔上加 一確認完好的標準表進行測試。確認不存在檢壓 口堵塞后,最后需要考慮被檢表接頭導壓口部分 是否存在堵塞,部分壓力表的接頭導壓口位置處 擰入了緩沖螺釘或者緩沖帽,緩沖孔很小,如若 此緩沖孔被雜物堵塞或者根本沒有緩沖孔,自然 加壓時,因彈性元件無法接觸壓力源,而使得壓 力表指針就不會動作。處置方案為將緩沖螺釘或 者緩沖帽擰下來,然后再次加壓檢查。造成彈簧 管壓力表加壓指針無反應的原因還可能包括以下 原因:緊固螺釘松動,指針松動,指針刮蹭表盤、 嚙合滑牙、彈簧管泄露等原因,緊固螺釘松動, 指針松動,指針刮蹭表盤、此類原因應通過禁錮 螺釘、重新安裝指針、重新確定指針角度來處理。 另外還包括嚙合滑牙,彈簧管泄露等原因,此類原因無法調修,判定為不合格。
3.3彈簧管壓力表指針‘‘跳針、滯針”
彈簧管壓力表在檢定過程中指針“跳針、滯 針”這種情況發生的概率還是較大的。簡單舉例 說明,比如標準表平穩加壓到一個檢定點10 MPa 時,被檢彈簧管壓力表指針在平穩移動過程中突 然被彈至12 MPa,這種現象就叫做“跳針”;當標 準表壓力平穩回落至10 MPa時,被檢表指針平穩 回落過程中突然停在12 MPa不隨壓力降低而回落, 當標準表壓力平穩回落至8 MPa時,被檢表指針又 突然彈回至8 MPa,這種現象就叫做‘‘滯針”,這 兩種情況的發生主要考慮以下幾方面因素:運輸 過程中振動造成的,表盤發生徑向方向移動,使 機芯中軸或針庫的外圈接觸或刮蹭到表盤的部位, 從而有一定的阻力產生;壓力表機芯部分的連接 件連接配合不良,連桿、封口片、指針刮蹭表盤 或表面玻璃;中軸與扇齒之間有異物或間隙過緊; 軸徑不同心不吻合等。這類情況的解決通常是通 過對彈簧管壓力表內部連接件進行檢查,通過對 中軸齒牙與扇形齒輪齒牙部分進行清潔處理,校 正彎曲的中軸,調整表針角度等方式進行調修。
3.4彈簧管壓力表示值超差
在彈簧管壓力表檢定過程中示值超差的壓力 表以示值超差的形式不同,主要分為以下幾類: ①總是增加或減少一個固定值;②誤差成比例的 增加或減少;③僅某一點超差;④回程超差。
在彈簧管壓力表檢定過程中經常會出現,不 管在增壓還是降壓過程中總是增加或減少一個固 定值的示值超差現象,這種誤差主要是由于指針 安裝不正確或表盤安裝不緊松動引起的。這類情 況是比較容易處理的,如果調整表盤位置禁錮后 能解決,則通過調整表盤位置進行處理;如果不 行,首先禁錮表盤,然后增壓或降壓到某一標準 整數壓力值,用起針器卸下被檢表的指針,在該 點對針后重新安裝,使其指示壓力值與標準整數 壓力值一致即可。
誤差成比例增加或減少,部分檢定點的誤差超 出最大允許誤差范圍也是一種在日常彈簧管壓力 表檢定過程中常見的一種現象。彈簧管壓力表傳 動機構的傳動比是一個常數,傳動比的量值不恰當 就造成了這種誤差,這類情況通常是通過調整傳動 比的量值進行調修的,調整方法為:松開示值調整 螺釘,確定移動方向,調整扇形齒輪的杠桿臂比,使得個檢定點都不超差,然后擰緊調整螺釘即可。對 于其他內部結構的彈簧管壓力表同樣適用,都是通 過調整傳動比的量值進行壓力表的調修。
彈簧管壓力表檢定過程中某一點的示值超差, 其他點都在允差范圍內的現象也偶有發生。這種 情況的出現,主要應檢查零件配合情況是否良好、 連桿是否靈活,齒牙是否有異物或損壞。這類情 況通常通過對表內進行清潔,齒牙部分上油潤滑 處理。如果扇形齒輪存在壞齒,此表無法調修, 判定為不合格。
回程超差也是在彈簧管壓力表檢定過程中出 現頻率較高的一種現象。這種現象的出現主要是 由以下幾種原因造成的:①零件結合部位間隙過 大;②游絲過緊或過松;③零件傳動過程中存在 不正常的摩擦力;④彈簧管內有污物,或老化變 形。這類情況應逐一進行排查,對連接件及齒牙 進行清潔或調整游絲來進行處理,嚴重的需要更 換零部件或判定為不合格。
3.5彈簧管壓力表輕敲位移超差
彈簧管壓力表檢定過程中輕敲位移超差主要 是由于傳動部件存在摩擦力、游絲過松或過緊、 螺釘松動、示值調節螺釘安裝不正確、指針松動 或者指針與刻度盤或表面玻璃有摩擦、齒輪嚙合 不好等原因造成的。對于這一情況對以上可能出 現的原因逐一進行檢查,通過禁錮螺釘、將游絲 足夠盤緊或張大,調整連接桿,重新安裝螺釘, 調整指針距離,清洗齒牙等方式進行處理,嚴重 的情況應判定為不合格。
3.6彈簧管壓力表指針不回零
彈簧管壓力表檢定過程中對壓力表正反行程 檢定到最后一點反行程的零點時,完全泄壓標準 器回零,而被檢彈簧管壓力表的指針卻沒有回到 零位的現象稱之為指針不回零。這種現象發生的 原因主要包括:機械傳動部分摩擦力過大、彈性 形變后恢復較慢等。這種情況的處理主要應該檢 查連桿連接是否靈活,齒牙是否清潔,是否存在 機芯固定位置不當造成初始角過小,游絲是否過 緊或過松,彈簧管是否存在老化殘余變形等。此 類情況的調修主要考慮清潔齒牙,調整連接點, 調整游絲等方法。 嚴重的情況應判定為不合格。
通過彈簧管壓力表檢定工作的日常積累,在 彈簧管壓力表檢定與調修過程中存在以下情況應 更換零部件或判定為不合格,齒輪上存在壞齒, 游絲嚴重老化或發生紊亂,彈簧管泄露,彈簧管 殘余老化或存在殘余變形等。
4.彈簧管壓力表調修后的驗證
彈簧管壓力表檢定過程中,對存在問題的壓 力表,采取相應調修措施進行處理后,應根據規 程對其進行重新檢定(二次檢定),確保處理措施 的有效性,力求避免、減小或消除一個誤差的同 時增大或引入了另一個誤差這種情況的發生。保 證量值傳遞的準確性。
如果對存在問題的彈簧管壓力表進行反復調 修,示值誤差仍然不能消除或減小,或引入或增 大了其他誤差,應對該彈簧管壓力表進行降級檢 定(降級合格應修改壓力表表盤上的等級標志), 降級檢定應與使用方溝通獲得許可后才可進行降 級處理,否則只能判定為不合格。降級檢定仍然 不合格,則判定為不合格。
5.結束語
計量檢定工作是一項科學嚴謹的工作,關系著 人們生產生活的方方面面;檢定過程必須保證科 學、客觀、公正;檢定結果必須保證準確、可靠;檢定 人員處理檢定工作中出現的問題時必須本著科學、 高效、服務的理念。以此,本文主要對壓力、彈簧管 壓力表工作原理、及其檢定與調修的相關知識、工 作經驗與積累,從本人日常檢定與對二級站人員培 訓的角度進行了一定的淺析。調修的尺度與技巧 需要實踐的積累,實踐與理論的完美結合才能保證 彈簧管壓力表的檢定與調修更輕松更高效。
上一篇:淺談壓力表檢定及常見問題的處理
下一篇:精密壓力表檢定調修常見問題初探

