關于壓力表檢定工作中高效判斷排除故障的方法
在壓力表的檢定工作中,常常會出現故障,針對故障判斷難、調修效率低的問題,從彈性元件 式一般壓力表的故障現象、結構原理分析入手,結合個人的實踐經驗,分析彈性元件式一般壓力表常見故障 判斷與調修方法,不僅有效提高故障判斷準確率和調修效率,并且對測量的可靠性和準確性做出了保障。
1.概述
壓力表是指以彈性元件為敏感元件,測量并指 示高于環境壓力的儀表,它幾乎遍及所有的工業流 程和科研領域。在熱力管網、油氣傳輸、供水供氣 系統、車輛維修保養廠店等領域隨處可見。尤其在 工業過程控制與技術測量過程中,由于機械式壓力 表的彈性敏感元件具有很高的機械強度以及生產方 便等特性,使得機械式壓力表得到越來越廣泛的應 用。它有監視受壓容器內部所充介質的工作情況, 了解生產過程中物料變化狀態的作用。在使用中, 其計量性能合格與否直接影響安全生產,中車大同 電力機車有限公司計量中心每年擔負著公司內千 余塊壓力表的檢定工作。在近幾年的工作中,發現 有故障問題的壓力表占總量就有50%多,如果按照 JJG52-2013《彈性元件式一般壓力表、壓力真空 表和真空表》檢定規程要求,這些故障壓力表將面 臨報廢,勢必對公司造成巨大的資金浪費。如果檢 定員在檢定過程中,能夠對這些儀表進行適當的調 整和修理,使壓力表的計量性能達到檢定規程要求, 不僅可以繼續投入使用,延長使用壽命,而且還能為公司節約成本。
彈性元件式一般壓力表在使用中,由于振動、 腐蝕、磨損、變形、灰塵、油污等多種原因,使其 計量性能發生變化、損傷精度、產生超差。主要表 現為:無指示、示值超差、指針變動量超差、指針 不回零、回程誤差超差等。
2.彈性元件式一般壓力表的結構原理
(1)壓力表的結構結構如附圖所示。
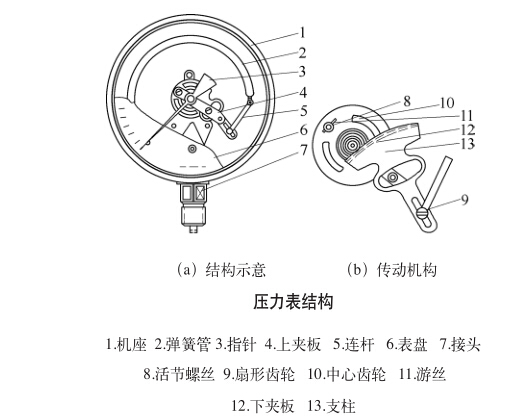
彈簧管:管內壓力變化使管子自由端產生位移, 帶動傳動機構動作,管內壓力與自由端位移成線性 關系。
傳動放大機構(機芯):由扇形齒輪、中心齒 輪、游絲等組成。主要作用是將彈簧管自由端微 量位移進行放大,并把直線位移轉變為指針的角位移。
指示機構:由指針、刻度盤等,主要作用是將彈 簧管的彈性變形量通過指針轉動指示出來,從而在 刻度盤上讀取直接指示的壓力值。
游絲:主要是消除中心齒輪與扇形齒輪嚙合時 的間隙,同時被測壓力消除后幫助指針回到零位。
表殼(機座):主要是固定和保護上述部分的 零件。
(2)壓力表的工作原理
彈簧管在壓力或真空 作用下,產生彈性變形引起管端位移,此位移通過 傳動機構進行放大,轉變成中心齒軸的轉動,從而 帶動指針轉動,于是就可以從刻有法定計量單位的 分度盤上讀出被測壓力或真空量值。
3.常見簡單故障的高效判斷調修方法
彈性元件式壓力表的故障形式繁多,一塊表通 常帶有綜合故障,多種故障并存,相互影響。下面對 工作中常見的故障進行分析,并總結出高效的調修 方法。
(1)壓力表無示值故障分析:是管內污物 淤積阻塞,或更簧管裂開,或自由端和拉桿脫開, 或齒輪磨損多,無法嚙合。
調修方法:清洗彈簧管,或更換彈簧管,或裝 上銷子,或更換齒輪。
(2)指針有跳動故障分析:指針與表盤接 觸,或指針軸彎曲,或扇形齒輪傾斜,或小齒輪臟 或銹蝕,或游絲散亂。
調修方法:指針與表盤間距調適中,或將針軸 校直,或清理齒輪,或調整重裝或更換游絲。
(3)零點出現正負超差故障分析:由于彈簧 管的彈性后效,或測壓中超壓過沖使齒輪脫開,或 快速泄壓使齒輪初始嚙合位置脫開又嚙合,或彈性 元件疲勞造成。
調修方法:取下指針和表盤,調整游絲松緊, 重裝表盤和指針。
(4)對于同一檢定點誤差相同故障分析: 由于指針與齒軸松動,發生相對滑動,造成指針與 齒輪錯角度。
調修方法:取下指針,加壓到除零點外示值 時,重新安裝指針,并校準示值。
(5)對于某一點出現超差故障分析:由于兩 個齒輪的某個嚙合位置存在污垢,或齒輪某個齒上 有傷。
調修方法:出現正超差時,說明齒輪嚙合處有 凸點,需清理齒輪處污垢或毛刺,如出現負超差 時,說明齒輪嚙合處有凹點,需更換齒輪。
4.常見復雜的故障高效判斷調修方法
(1)測量上限示值超差故障分析:在檢定壓 力表時,測量上限出現示值誤差超過允許誤差的現 象,也是由于彈性元件后效、彈性遲滯以及殘余變 形的積累,或彈性元件的材料疲勞強度達到極限 等原因造成。對于一般壓力表,國家規程JJG52 - 2013中規定,測量上限(90%~ 100%)的允許誤 差除4.0級表外,可以降低一個準確度級別,大部分可以不調整。小部分的大超差任需調整。
調修方法:如果出現正超差,調整扇形齒輪尾部 拉桿在槽孔中的固定位置。擰松活節固定螺釘向尾 部方向擠推增大臂長,若調負超差,則減小臂長。
(2)示值前快后慢超差故障分析:壓力在測 量范圍的前半部呈現正誤差,后半部卻呈現負誤 差,以致超過允許誤差的現象,是由于初裝時,扇 形齒輪與中心小齒輪的初始嚙合位置不當,或由于 彈簧本身的實際承壓能力與應有的承壓能力有較大 的差異,而出現的失調現象。
調修方法:這種誤差,單靠調整臂長是無法解 決的,只有改變扇形齒輪與小齒輪的初始嚙合位置 才能解決。必要時縮短拉桿長度。調整時,松開 下夾板上的固定螺釘,將齒輪傳動機構按逆時針方 向轉動一點,然后緊固螺釘。在初始夾角調整后, 在對示值誤差進行測定。當增壓到測量上限的一半 時,夾角約等于90°,這時整個測量范圍內一般能 得到一致的誤差。然后再調整臂長解決正負超差現 象。
(3)示值前慢后快超差故障分析:現象與前 者恰巧相反。
調修方法:調整時,松開下夾板上的固定螺 釘,將齒輪傳動機構按順時針方向轉動一點,然后 緊固螺釘。筆者通過實踐經驗建議,當增壓到測量 上限的一半時,夾角沾0°,此時安裝指針既可以 按偏角大小確定合格與否,又可合理分配誤差,調 整起來也快些。
(4)示值變動量前小后大故障分析:當傳動 零件的軸向間隙過大,或齒輪嚙合間隙過大,或指 針軸套松鉚,以及游絲力矩過小,都會造成示值跳 動反復變化不定的動蕩位移。反之,當齒輪嚙合間 隙過小,拉桿與扇形齒輪尾部的示值調節螺釘固定 太緊,或軸孔太臟,則會出現示值跳動后不再變化 的摩擦位移。
調修方法:當壓力表隨著壓力值的增大,示值 輕敲位移從小變大或從沒有到有時,取下表針、表 盤,用手輕輕地扳一扳彈簧管,確定升壓時游絲是放 松或是緊縮。如果是緊縮,說明游絲張力太大,這時 可打開上夾板的固定螺釘,使游絲稍微放松,以減小 游絲張力,這樣可使示值輕敲位移變小或消失;相 反, 如果升壓時游絲是放松, 說明游絲太松, 可使游 絲稍微緊縮以增大游絲的張力,可減小或消除示值 輕敲位移。
(5)示值變動量前大后小這種情況與上述情 況正好相反,可按照與上述同樣的方法向相反方向 調整游絲的松緊即可減小或消除示值輕敲位移。
5.調修過程中的改進建議
在檢定過程中出現的一些簡單故障時,往往按 照上述調修方法能夠更快、更精地去修好它。而對 于一些復雜的故障,比如說需要調修機芯時,并非 一次性能夠調好。就筆者碰到的大部分壓力表,一 般在底座、下夾板和扇形齒輪上都沒有刻度,在調 修過程中,為了提高效率,一般在初始位置會做個 標記,之后調整螺釘位置進行再次檢測,如果不滿 足規程要求,會根據兩次檢測數據參
照螺釘位置進行下一次調整,由于沒有規范的 刻度線,對于調修的效率,就取決于檢定員的經 驗。所以筆者建議,在螺釘移動處,尤其是在連桿 緊固螺釘移動區域標記刻線。
6.結語
本文最開始先簡單介紹了一般壓力表的結構和 工作原理。其次,結合自己在檢定工作中對一般壓 力表常見的簡單和復雜故障現象進行分析,重點分 析了引起非線性超差和示值變動量超差的復雜原因 和高效的調修方法。這些方法不僅能夠減少拆裝次 數,提高工作效率,而且還能為公司節約成本。最 后,就工作中遇到的不便提出一點建議。
運用高效的判斷調修方法,才能提高準確率和 調修效率,并且對測量的可靠性和準確性做出保 障。
下一篇:壓力表原位計量檢定測試方案分析

