壓力表圖像自動(dòng)識(shí)別系統(tǒng)研究
為了提高儀表人為讀數(shù)的速度和精確度,提出首先對(duì)儀表圖像進(jìn)行二值化、濾波等基本處理;然后通過圖 像分割得到感興趣的表盤區(qū)域,經(jīng)過坐標(biāo)平移翻轉(zhuǎn)和極坐標(biāo)變換的歸一化算法,將圓形表盤轉(zhuǎn)化成矩形指針表盤; 再利用圖像拼接算法得到無指針的表盤刻度矩形圖像,并且通過直線掃描出每個(gè)刻度線;接著通過模板匹配,將待 檢測(cè)圖像與無指針模板對(duì)比,從而檢測(cè)出圖像指針位置信息,得出指針讀數(shù)。實(shí)驗(yàn)結(jié)果表明,采用這種圖像處理技 術(shù)使得識(shí)別速度更快,精確度也更高。
指針式儀表由于其特殊結(jié)構(gòu)具有制造成本低、 精確度高、穩(wěn)定性強(qiáng),因而在諸多場(chǎng)合得以運(yùn)用。目 前,對(duì)于這種儀表自動(dòng)讀數(shù)的技術(shù),有的研究人員提 出通過角度轉(zhuǎn)換求出指針位置,再用Hu不變矩陣 作為圖像特征來實(shí)現(xiàn)指針讀數(shù)自動(dòng)識(shí)別,但是這 種算法比較復(fù)雜,識(shí)別速度不是很快;有的研究提出 利用快速霍夫變換,通過限制搜索范圍來降低霍夫 的搜索量,但是這種方法比較復(fù)雜,而且識(shí)別準(zhǔn)確 率不是很高,文獻(xiàn)提出通過最大灰度的相減來識(shí) 別指針的位置,這種算法看似簡(jiǎn)單,但是識(shí)別準(zhǔn)確率 也不是很高,而且對(duì)光照強(qiáng)度非常敏感,其通用性不 是很高。本文檢測(cè)的對(duì)象是石油化工中常用的耐振 壓力表,先通過對(duì)采集到的壓力表圖像進(jìn)行簡(jiǎn)單預(yù) 處理,然后創(chuàng)新地運(yùn)用極坐標(biāo)變換算法將圓弧形指 針圖像矩形化,接著通過圖像拼接制作出無指針的 刻度模板,再通過模板匹配進(jìn)行讀數(shù)自動(dòng)識(shí)別。
1.儀表指針識(shí)別系統(tǒng)組成
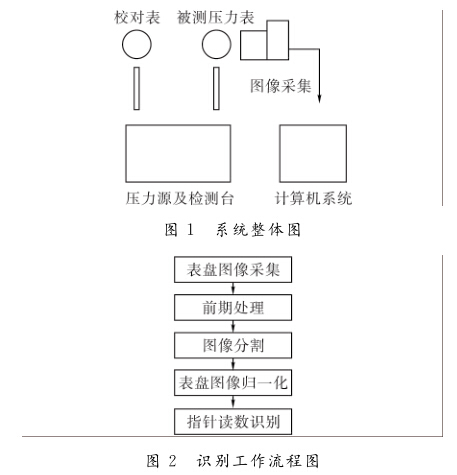
本實(shí)驗(yàn)由于對(duì)檢測(cè)的結(jié)果要求較高,在圖像系 統(tǒng)中加入碗狀光源,采用GIGE工業(yè)相機(jī)來獲得高 清晰圖像,采集到的圖像通過千兆網(wǎng)口實(shí)時(shí)傳給計(jì) 算機(jī)系統(tǒng),經(jīng)過各種算法處理,將最終檢測(cè)到的壓力 表的讀數(shù)顯示出來,通過校對(duì)機(jī)構(gòu)鑒定系統(tǒng)的誤差 大小來適當(dāng)調(diào)整識(shí)別系統(tǒng)。整個(gè)系統(tǒng)(圖1)主要分為以下3各部分。
被測(cè)壓力表和校對(duì)壓力表固定部分。通過前 期調(diào)整壓力表的方向和位置,使得其和相機(jī)處于合 適的位置,并將其固定,防止后續(xù)拍攝的圖像發(fā)生偏 移而導(dǎo)致檢測(cè)誤差。檢測(cè)后的結(jié)果通過校對(duì)壓力表 進(jìn)行校對(duì),然后進(jìn)行算法的改進(jìn)。
圖像采集系統(tǒng)部分。系統(tǒng)采用深圳彩視能科 技有限公司的GIGE工業(yè)相機(jī),并加入了碗狀光源, 防止外界自然光的變化對(duì)檢測(cè)結(jié)果產(chǎn)生干擾。
計(jì)算機(jī)處理系統(tǒng)部分。工控機(jī)與相機(jī)通過千 兆以太網(wǎng)通信協(xié)議進(jìn)行通信,圖像系統(tǒng)采集到的高 清晰圖像可以準(zhǔn)確實(shí)時(shí)傳送給工控機(jī),工控機(jī)通過 VS調(diào)用相機(jī)自帶的SDK軟件包來控制相機(jī),然后 計(jì)算機(jī)通過各種圖像處理算法得到被測(cè)壓力表的讀 數(shù),通過MFC界面顯示出來。
2.圖像處理與指針自動(dòng)識(shí)別系統(tǒng)
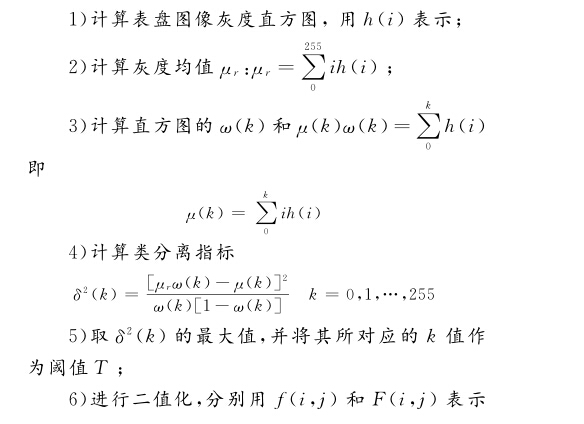
指針識(shí)別系統(tǒng)主要由5個(gè)算法處理模塊組成, 其流程如圖2所示。由于人工安裝時(shí)的誤差,被測(cè) 壓力表和工業(yè)相機(jī)不可能處于絕對(duì)的平行位置,所 以在進(jìn)行圖像預(yù)處理前需要通過適當(dāng)?shù)男U=?jīng)過 灰度化和濾波預(yù)處理,然后圖像分割得到表盤ROI 圖像。再通過簡(jiǎn)單的直角坐標(biāo)系運(yùn)算坐標(biāo)平移和翻 轉(zhuǎn),將表盤指針回轉(zhuǎn)中心和直角坐標(biāo)原點(diǎn)重合。此時(shí),壓力表的圓形圖像再經(jīng)過極坐標(biāo)轉(zhuǎn)換算法可以 轉(zhuǎn)換成一個(gè)矩形圖像,再由兩副不同位置的指針圖 像經(jīng)過圖像拼接算法得到指針刻度的模板,最后利 用直線掃描法,自上至下掃描出刻度線,即可將不同 位置指針矩形圖像與該模板進(jìn)行匹配,進(jìn)而得到指 針的讀數(shù)。
2.1前期處理
在將被測(cè)壓力表固定到檢測(cè)臺(tái)上的時(shí)候,由于 是人為操作,只能大致保證表盤與相機(jī)鏡頭處于平 行的位置,因此,采集到的表盤不會(huì)是垂直或者水平 的,必然一側(cè)會(huì)向鏡頭有所偏移,若表盤發(fā)生偏移, 通過圖像分割處理時(shí)就有可能會(huì)將表盤刻度去掉 了,而保留了一些無關(guān)的背景圖像。
因此,在對(duì)圖像進(jìn)行預(yù)處理之前先要進(jìn)行圖像 傾斜校正,可以通過拍攝一幅傾斜的圖像經(jīng)過霍夫 圓檢測(cè),根據(jù)檢測(cè)到的圓和實(shí)際表盤上圓盤位置的 區(qū)別將鏡頭調(diào)整到完全與表盤平行,這樣,在后面的 圖像分割時(shí)就能完整保留表盤刻度。霍夫圓檢測(cè)就 是將表盤上的圓形映射到另一個(gè)坐標(biāo)空間里的一個(gè) 點(diǎn)形成一個(gè)峰值,由此將檢測(cè)圓形表盤轉(zhuǎn)換為統(tǒng)計(jì) 峰值。這種變換計(jì)算量較小,也可以迅速檢測(cè)到表 盤圓的偏移,從而進(jìn)行相應(yīng)的校正。
本研究使用的相機(jī)采集到的是24位彩色圖像, 而這里只需要得到指針對(duì)于表盤刻度的相對(duì)位置。 為了減少計(jì)算量,提高圖像處理速度,可以首先對(duì)圖 像灰度化,將相機(jī)采集到的24位圖像轉(zhuǎn)換成8位的 灰度圖。選用平均值法,計(jì)算出相鄰3個(gè)像素分量 的平均值,然后使每個(gè)分量值均等于這3個(gè)值的平 均值,即:R = G = B = (R + G + B')/3 由于本研究選擇的是儀表指針圖像,其細(xì)節(jié)不是特別多,經(jīng)過預(yù)處理后只要能提取出完整的目標(biāo) 圖像即可,因此采用最常用的中值濾波算法。本文 先選用3X3的模板,然后再選用5X5,發(fā)現(xiàn)3X3 的模板就能得到很好的濾波效果。即通過9個(gè)像素 點(diǎn)的像素值相加求平均值得到3X3模板的正中間 的像素值,并替換掉原來的像素值。其公式表示 如下:
Np(“i) = {pa ~ i>j —1) + ^(^ — i?y) + p (,j — 1) + p(a j) + p (^ > j + i) + p(a +1 > j) + p
(( + 1,j — 1) +p(i + 1 j') +p(i + 1,j +1)}/9
2.2圖像分割
表盤圖像分割是指針自動(dòng)識(shí)別至關(guān)重要的預(yù)處 理,沒有正確的分割,指針識(shí)別讀數(shù)就會(huì)有較大的誤 差。圖像分割就是從背景圖像中分割出指針和刻度 線等重要儀表信息,以便后面的指針自動(dòng)識(shí)別。圖 像分割方法有基于邊緣的分割方法和基于閾值的分 割方法。
由于感興趣的部分指針和刻度線均是直線,因 此,首先嘗試基于邊緣的分割方法——霍夫直線變 換算法。通過霍夫直線檢測(cè)能很容易檢測(cè)到指針和 刻度線,但是由于耐震壓力表的刻度線很密集,在采 用霍夫直線變換時(shí)計(jì)算量較大,導(dǎo)致處理速度過慢, 而且在此檢測(cè)裝置中,要求能實(shí)時(shí)拍照檢測(cè),并自動(dòng) 識(shí)別指針讀數(shù),這種方法就不是很適合。由于采集 到的表盤圖像中指針和刻度線的灰度值很接近而且 都比較小,故采用基于閾值的分割方法。
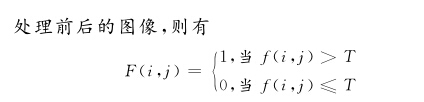
在此指針識(shí)別系統(tǒng)中,由于壓力表的量程有很 多種,而且每種表盤的材質(zhì)和顏色各有不同,再加上 環(huán)境光照的影響,如果采用固定閾值分割,針對(duì)每種 量程的壓力表可能就要專門設(shè)置一個(gè)閾值,沒有很 好的通用性。因此,采用一種自適應(yīng)的閾值分割方 法——最大類間方差法,通過目標(biāo)與背景的最大 方差求得自適應(yīng)閾值。這種方法的步驟如下:
2.3表盤圖像歸一化
經(jīng)過上面的圖像處理后得到了指針和刻度線的 表盤圖像,根據(jù)指針和刻度線的扇形分布,在實(shí)際中 使用圓掃描時(shí)會(huì)出現(xiàn)較大的誤差。首先,由于采用 200萬高清相機(jī),采集到的圖像分辨率會(huì)大于指針 和刻度線的寬度,導(dǎo)致指針和每個(gè)刻度線與掃描圓 的交點(diǎn)不止一個(gè),這就會(huì)產(chǎn)生識(shí)別誤差。其次,由于 被測(cè)的是石油工業(yè)的耐震壓力表,在表盤里面有一 些油液的填充物保證其測(cè)量精度,在圓掃描時(shí),由于 油液遮擋了垂直向上方向的刻度線的一部分,可能 導(dǎo)致某些刻度線掃描不出來。然而圖像歸一化算法 就很容易解決圓掃描所引起的識(shí)別誤差,因此,圖像 歸一化算法是指針識(shí)別系統(tǒng)中至關(guān)重要的一 部分。
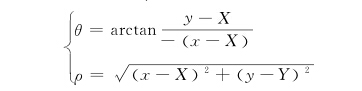
圖像采集系統(tǒng)傳遞給計(jì)算機(jī)系統(tǒng)的圖像一般都 是矩陣形式的,假設(shè)此矩陣在直角坐標(biāo)系中表示為 J(:r,;y),圓形表盤指針的旋轉(zhuǎn)中心坐標(biāo)為(X,Y)。 首先通過坐標(biāo)平移,將表盤圖像IU,y)平移至使 旋轉(zhuǎn)中心坐標(biāo)和直角坐標(biāo)系原點(diǎn)重合;然后是坐標(biāo) 翻轉(zhuǎn),假設(shè)經(jīng)過平移后得到的圖像表示為Hy), 其翻轉(zhuǎn)后的圖像為廣(,:y );最后經(jīng)過極坐標(biāo)轉(zhuǎn)換,最終圖像表示為rpe、。
通過表盤圖像歸一化處理后,圓形的指針和刻 度線圖像轉(zhuǎn)變成了矩形圖像。為了能夠得到刻度線 模板,利用圖像拼接算法,即在不變的環(huán)境條件下, 采集處于零刻度時(shí)的表盤圖像,立刻通過施壓裝置 給壓力表施加一定的壓力,此時(shí),指針偏轉(zhuǎn)一定的角 度,采集此時(shí)表盤圖像,然后利用圖像拼接算法,拼 接零刻度圖像的后半部分和指針偏轉(zhuǎn)圖像的前半部 分,即可得到無指針只有刻度線的模板。
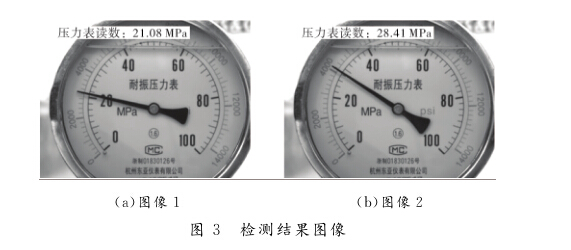
由于此時(shí)的刻度線模板是矩形的,所有的刻度 線均是垂直分布的,利用直線掃描算法從上至下掃 描所有的刻度線即可得到刻度線的位置信息。對(duì)于 任意指針位置的圖像,便可以與無指針的刻度線模 板進(jìn)行匹配,得到指針的位置信息,通過與刻度線位 置進(jìn)行對(duì)比分析,即可進(jìn)行讀數(shù)自動(dòng)識(shí)別。圖3是 兩張檢測(cè)結(jié)果圖像。
3.實(shí)驗(yàn)結(jié)果
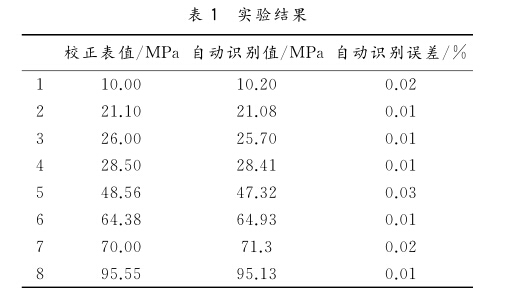
本文提出的指針讀數(shù)自動(dòng)識(shí)別算法,是在 vs2010 + opencv2.4環(huán)境下以石油工業(yè)中所用的耐震壓力表為例,測(cè)試了指針讀數(shù)自動(dòng)識(shí)別系統(tǒng)的效 果。整個(gè)系統(tǒng)響應(yīng)速度快,識(shí)別誤差率低,能滿足工 業(yè)中實(shí)時(shí)檢測(cè)識(shí)別的要求。整個(gè)實(shí)驗(yàn)結(jié)果見表1。
4.結(jié)論
在指針式儀表自動(dòng)識(shí)別的研究中,本文從機(jī)器 視覺的研究出發(fā),利用圖像分割算法、圖像歸一化算 法、圖像拼接算法和模板匹配算法等,實(shí)現(xiàn)指針式儀 表讀數(shù)的自動(dòng)識(shí)別。與校對(duì)表的測(cè)試比對(duì)表明,該 方案識(shí)別速度快,而且準(zhǔn)確率高。這種指針式儀表 自動(dòng)識(shí)別系統(tǒng)在石油化工生產(chǎn)、電力運(yùn)行等不允許 使用數(shù)顯表的領(lǐng)域中有廣泛的應(yīng)用。

